Просмотры:0 Автор:Pедактор сайта Время публикации: 2026-05-11 Происхождение:Работает
{"type":"7","json":"
1. Почему ПВА необходимо сначала превратить в составные гранулы<\/strong><\/p>
Поливиниловый спирт (ПВС) представляет собой водорастворимый полимер с превосходными свойствами, включая хорошие барьерные свойства для кислорода, прозрачность и антистатические характеристики, что делает его широко используемым в области разлагаемых пленок. Однако молекулярная структура ПВС содержит большое количество гидроксильных групп, образующих прочные межмолекулярные водородные связи. Это приводит к тому, что температура его плавления становится очень близкой к температуре разложения, что затрудняет прямую обработку термопластов.<\/p>
Поэтому смолу ПВА нельзя использовать непосредственно для выдува пленки. Прежде чем его можно будет использовать для последующего производства пленки, его необходимо сначала переработать в компаунд ПВА (модифицированные гранулы) путем добавления пластификаторов и модификаций смешивания. Качество процесса компаундирования напрямую определяет выход и стабильность характеристик конечной пленки.<\/p>
<\/p>
2. Основные компоненты рецептуры ПВС.<\/strong><\/p>
Типичные рецептуры гранул, модифицированных ПВС, включают следующие компоненты:<\/p>
Смола ПВА: <\/strong>основной материал. ПВС с разной степенью полимеризации и алкоголиза имеет существенно разные свойства.<\/p><\/li>
Пластификаторы: <\/strong>используются для снижения температуры плавления ПВА и улучшения сыпучести. Общие примеры включают глицерин, алканоламины, воду и другие жидкости.<\/p><\/li>
Смазочные материалы/стабилизаторы: <\/strong>уменьшают трение и термическое разложение во время обработки.<\/p><\/li>
Смешивание материалов: <\/strong>такие как крахмал, PLA и т. д., используемые для регулирования скорости разложения или снижения стоимости.<\/p><\/li><\/ul>
Эти добавки требуют точных пропорций и равномерного диспергирования в ПВА, что предъявляет высокие требования к смесительному оборудованию.<\/p>
<\/p>
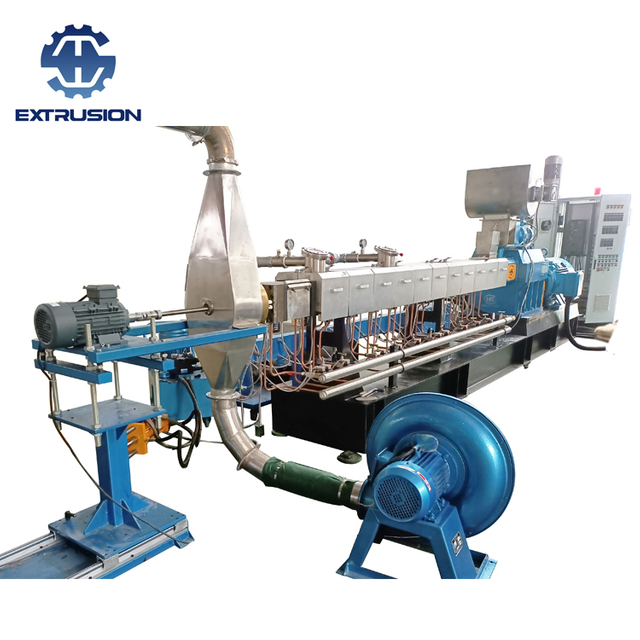
3. Основные требования к оборудованию для приготовления ПВА<\/strong><\/p>
Из-за уникальных характеристик материала ПВА экструзионное оборудование должно отвечать ряду специфических требований:<\/p>
Требования к конфигурации винтов<\/strong><\/p><\/li><\/ul>
Расплав ПВА имеет высокую вязкость, поэтому пластификаторы, замесители и другие добавки должны быть полностью диспергированы в основном материале. Следовательно, шнеку необходимо достаточно большое соотношение длины и диаметра, чтобы обеспечить адекватное перемешивание и пластификацию. Кроме того, шнековый узел должен обеспечивать достаточную силу сдвига для обеспечения равномерного диспергирования пластификаторов.<\/p>
Требования к системе контроля температуры<\/strong><\/p><\/li><\/ul>
ПВА имеет узкое окно обработки и чувствителен к температуре. Оборудование должно иметь возможность точного контроля температуры в нескольких зонах, что позволяет гибко регулировать температуру каждой зоны в зависимости от изменений рецептуры.<\/p>
Требования к функции вентиляции<\/strong><\/p><\/li><\/ul>
ПВА очень гигроскопичен. Влага может образовывать пузырьки во время высокотемпературной обработки, что влияет на качество гранул. Кроме того, во время обработки могут образовываться низкомолекулярные летучие вещества. Поэтому оборудование нуждается в эффективной системе вакуумной вентиляции для своевременного удаления влаги и летучих веществ.<\/p>
Требования к износостойкости<\/strong><\/p><\/li><\/ul>
Расплав ПВА имеет высокую вязкость, что приводит к значительному износу шнека и цилиндра. Для оборудования для компаундирования ПВА рекомендуется использовать износостойкие шнеки, такие как биметаллические шурупы или шурупы из азотированной стали.<\/p>
<\/p>
4. Система впрыска жидкости (основное вспомогательное оборудование)<\/strong><\/p>
Добавление жидких пластификаторов (таких как глицерин, алканоламины, вода и т. д.) является обязательным этапом процесса приготовления ПВС. Эти жидкости должны точно и стабильно впрыскиваться в цилиндр во время экструзии для смешивания с ПВА.<\/p>
Типичные методы закачки жидкости<\/strong><\/p><\/li><\/ul>
Обычно существует два метода впрыскивания жидкости: первый заключается в добавлении жидкости вместе с твердыми материалами в главный порт подачи; другой — открыть специальное отверстие сбоку ствола и ввести жидкость через небольшую трубку. Последний метод является более точным и позволяет осуществлять поэтапное добавление на разных участках процесса, что делает его распространенным техническим решением при приготовлении компаундов ПВА.<\/p>
Основные компоненты системы впрыска жидкости<\/strong><\/p><\/li><\/ul>
Полная система впрыска жидкости обычно включает в себя резервуар для хранения, дозирующий насос (например, плунжерный дозирующий насос), расходомер/клапан регулирования расхода, инъекционный порт/сопло и соединительные трубопроводы. Ключевыми факторами являются точность и стабильность дозирующего насоса.<\/p>
Распространенные проблемы при впрыске жидкости<\/strong><\/p><\/li><\/ul>
Внутри бочки находится расплавленная среда с высокой температурой и высоким давлением. Порт для впрыска жидкости склонен к обратному потоку расплава и засорению. Поэтому конструкция инъекционного порта должна предусматривать меры по предотвращению обратного потока. Кроме того, точность впрыска жидкости напрямую влияет на качество продукта – слишком большое количество жидкости делает материал слишком липким и его трудно гранулировать, а слишком малое приводит к плохой пластификации ПВС и увеличению количества гранул с «рыбим глазом».<\/p>
<\/p>
5. Типичная схема процесса компаундирования<\/strong><\/p>
Типичный процесс приготовления гранул, модифицированных ПВС, выглядит следующим образом:<\/p>
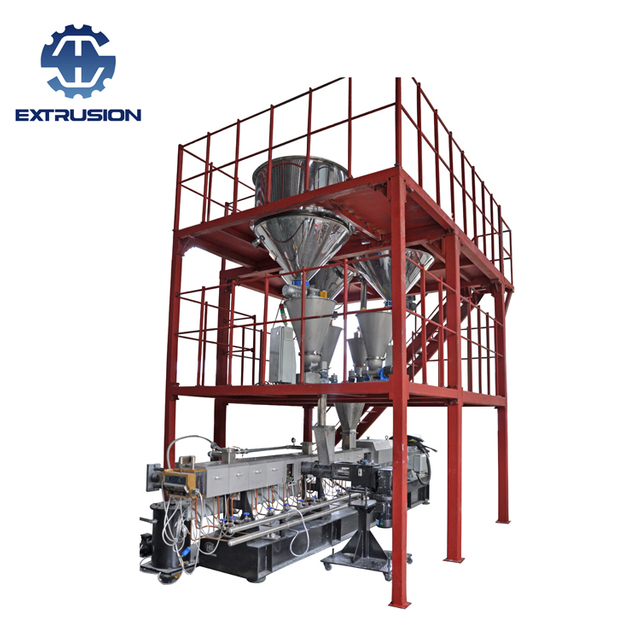
Предварительная обработка сырья: сушка ПВА-смолы (для удаления влаги), предварительное смешивание с некоторыми добавками.<\/p><\/li>
Смешивание в расплаве: материалы поступают в двухшнековый экструдер через систему подачи; жидкие пластификаторы впрыскиваются через боковой порт и смешиваются с ПВА в расплаве.<\/p><\/li>
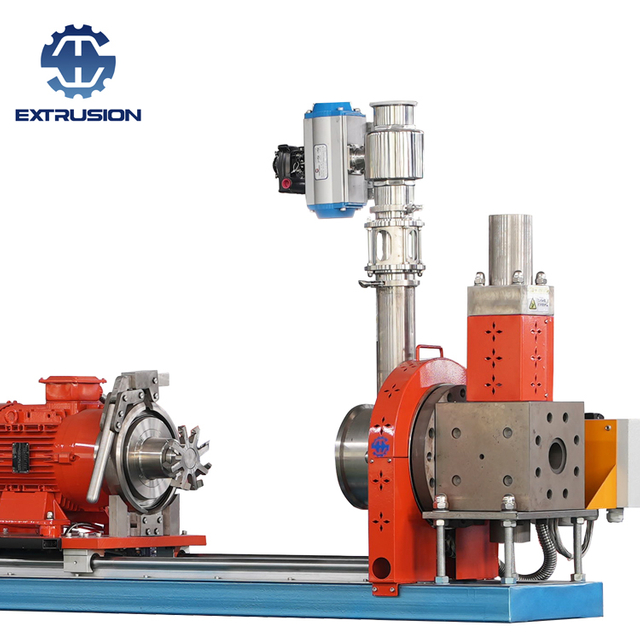
Экструзия и гранулирование: расплав выходит через фильерную головку и гранулируется путем гранулирования стренги или гранулирования под водой.<\/p><\/li>
Охлаждение и сушка: гранулы охлаждают и сушат для удаления поверхностной влаги.<\/p><\/li>
Упаковка и хранение: Готовый продукт упаковывают в упаковку с особым вниманием к предотвращению попадания влаги.<\/p>
<\/p><\/li><\/ul>
6. Общие проблемы и решения в процессе компаундирования<\/strong><\/p>
Проблема<\/p><\/td> | Возможные причины<\/p><\/td> | Направление регулировки оборудования<\/p><\/td><\/tr> |
Рыбий глаз в гранулах<\/p><\/td> | Плохая пластификация или неравномерное смешивание<\/p><\/td> | Увеличьте соотношение длины к диаметру или оптимизируйте сборку винтов.<\/p><\/td><\/tr> |
Пожелтение пеллет<\/p><\/td> | Локальный перегрев или чрезмерное время пребывания<\/p><\/td> | Оптимизируйте контроль температуры, отрегулируйте скорость винта<\/p><\/td><\/tr> |
Высокое содержание влаги в пеллетах<\/p><\/td> | Недостаточная вентиляция или неполная сушка после гранулирования.<\/p><\/td> | Улучшите конструкцию вентиляционной секции, увеличьте время высыхания.<\/p><\/td><\/tr> |
Низкая мощность<\/p><\/td> | Плохая подача или ограниченная транспортировка расплава.<\/p><\/td> | Оптимизируйте метод подачи, отрегулируйте конфигурацию шнека<\/p><\/td><\/tr><\/tbody><\/table><\/div> <\/p> 7. Ключевые факторы при выборе оборудования для смешивания ПВА<\/strong><\/p> Если вы оцениваете или модернизируете линию по производству компаундов ПВА, рекомендуется учитывать следующие моменты:<\/p>
|








 <\/a><\/div><\/figure>
<\/a><\/div><\/figure>