Просмотры:0 Автор:Pедактор сайта Время публикации: 2026-05-07 Происхождение:Работает
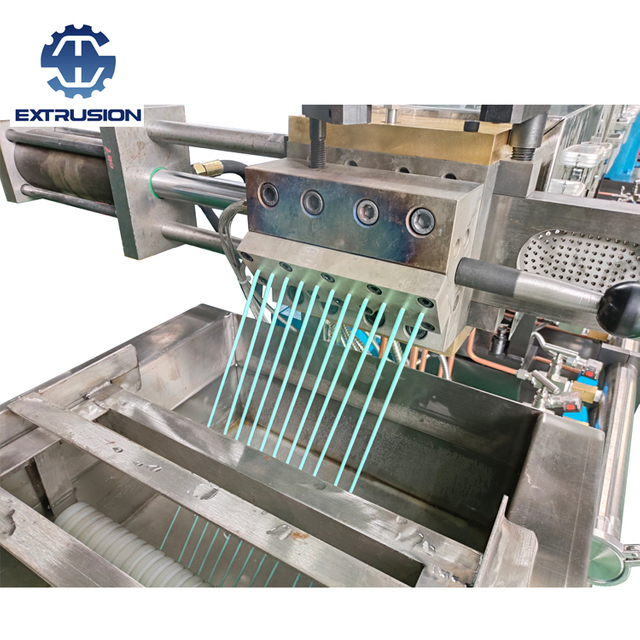
Когда вы заметили, что ваши экструдированные продукты желтеют, ощущаете резкий запах, обнаруживаете «гели» и черные пятна на прозрачных пленках или ощущаете внезапное падение прочности ваших труб на разрыв, не спешите просто регулировать температурную панель. К моменту появления этих симптомов «невидимый убийца» внутри вашего экструдера – деградация полимера – уже нанес свой ущерб.
Экструдер — это не просто плавильная печь; это сложный термомеханический реактор. Чтобы добиться высококачественного гранулирования и экструзии, операторы должны понимать две основные причины разрушения материала: термическую деградацию и механическую деградацию при сдвиге, а также скрытых сообщников, скрывающихся в «мертвых зонах» машины.
1. Термическая деградация: когда тепло разрывает ДНК полимеров.
Термическая деградация происходит, когда углерод-углеродная основа полимера разрушается при чрезмерном нагревании, даже в отсутствие кислорода и влаги. Различные пластики по-разному реагируют на экстремальные температуры:
Случайный разрыв цепи (например, полипропилен – ПП). Высокие температуры приводят к разрыву длинных молекулярных цепей в случайных местах.
Признак: Молекулярная масса ПП резко падает, вязкость расплава резко падает (становится водянистым), а конечный продукт полностью теряет ударную вязкость.
Деполимеризация или «распаковка» (например, полистирол – ПС, ПММА): Виниловые полимеры разлагаются уникальным образом. Молекулярная цепь начинает отделяться с концов, выбрасывая оригинальные мономеры один за другим, подобно расстегиванию молнии на куртке.
Физика предельной температуры. В термодинамике существует точка равновесия между полимером и его мономером, известная как «потолочная температура». Для полистирола это теоретически 310°C, но в реальном экструдере медленная деполимеризация начинается при температуре выше 200°C. При этом на фильерной головке выделяется резкий газ стирол, что приводит к коричневому изменению цвета.
Удаление боковых групп (например, ПВХ, ПВДХ): при перегреве атомы хлора в боковых цепях полимера соединяются с соседними атомами водорода, отрываясь, образуя высококоррозионный газообразный хлористый водород (HCl).
Признак: Очищенная основная цепь полимера образует чрезвычайно твердые черные карбонизированные частицы. Это не только приведет к появлению фатальных черных пятен на продукте, но и газ HCl серьезно разъедает ваши винты и стволы.
2. Механическая деградация сдвигом: цепи, разорванные насилием
В экструдере чисто термическое разложение происходит редко. Более фатальной проблемой является механическая деградация — вынужденный разрыв молекулярных цепей, вызванный сильным механическим сдвигом и растягивающим напряжением.
Когда главный двигатель прогоняет винт через высоковязкие полимеры, цепи сильно растягиваются. Согласно физике полимеров (например, теории Бюче), линейные полимерные цепи выравниваются по направлению потока в сильных полях сдвига. Из-за сильных физических «запутываний» между цепями максимальное напряжение концентрируется именно в середине цепи. Следовательно, механическая деградация не является случайной; цепи часто разрываются пополам.
Зоны повышенного риска разрыва цепи. Высокомолекулярные смолы наиболее чувствительны к механическим воздействиям. Наибольший риск возникает в:
Зазоры между лопастями шнека и стенкой ствола часто составляют менее 0,15 мм. Небольшое количество пластика, затянутое в этот зазор, испытывает ужасающую скорость сдвига, вызывая мгновенные локальные скачки температуры и серьезные разрывы цепи.
Барьерные шнеки и блоки для перемешивания: эти элементы, предназначенные для подачи расплава через узкие зазоры для лучшего перемешивания, являются горячими точками экстремальных локализованных напряжений.
3. Скрытый виновник: образование кислорода и «геля».
Когда пластиковые гранулы попадают в бункер, вместе с ними в ствол попадает значительное количество воздуха (кислорода). Под двойным действием тепла и механического сдвига разорванные полимерные цепи образуют высокореактивные «свободные радикалы». Кислород атакует эти радикалы, вызывая термоокислительную деградацию.
Это объясняет, почему полиэтилен (ПЭ) и полипропилен (ПП) ведут себя совершенно по-разному:
Разрыв ПП: радикалы кислорода атакуют третичные атомы водорода в ПП, вызывая разрыв цепи и быстрое падение молекулярной массы.
Сшивка полиэтилена (рождение гелей). И наоборот, когда кислород атакует полиэтилен, свободные цепи связываются вместе, образуя сложные трехмерные сети. Эти комки сшитого полиэтилена больше нельзя расплавить. При экструзии в пленки они выглядят как стойкие, твердые дефекты, известные в промышленности как «гели» (晶点), разрушающие оптические и механические свойства.
Единственное лекарство: производители смол добавляют антиоксиданты для поглощения свободных радикалов. Однако антиоксиданты являются расходным материалом. Если вы используете высокий процент переработанных материалов (несколько термических историй), антиоксиданты будут истощены, что приведет к лавине гелей и черных пятен.
4. Фатальные «мертвые зоны»: время — катализатор
Понимание кинетики разложения сводится к простой формуле: Разложение = Температура × Время пребывания.
В обычном процессе экструзии пластик перемещается из бункера и умирает всего за несколько минут. Антиоксиданты могут легко защитить материал на это время. Однако если внутри экструдера имеются «застойные зоны» (мертвые зоны), время пребывания превращается из минут в часы или даже дни.

Распространенные мертвые зоны экструдера:
Незаполненные шнековые каналы: если подача твердого материала нестабильна, дозирующая секция может заполниться не полностью, в результате чего расплав застаивается вблизи толкающей лопасти.
Острый радиус полета: плохо обработанные корни винтов с острыми углами задерживают пластик, препятствуя потоку.
Переходники и соединители. Необтекаемые трубы или колени под углом 90 градусов между экструдером и фильерной головкой создают застойные лужи.
Неправильное отключение: оставление ствола полностью нагретым более чем на 30 минут при остановленном винте гарантирует катастрофическую термическую деградацию.
Материал, попавший в эти мертвые зоны, сгорает, образуя обугленные черные точки. Позже незначительные колебания скорости или давления шнека вымоют эти отложения, что приведет к появлению бесконечного потока черных пятен на вашем продукте.
Заключение: создание идеального потока
Термическая деградация предупреждает нас никогда не выходить за рамки; механическая деградация напоминает нам, что более узкие зазоры не всегда лучше; а термоокислительная деградация подчеркивает опасность мертвых зон и истощения антиоксидантов.

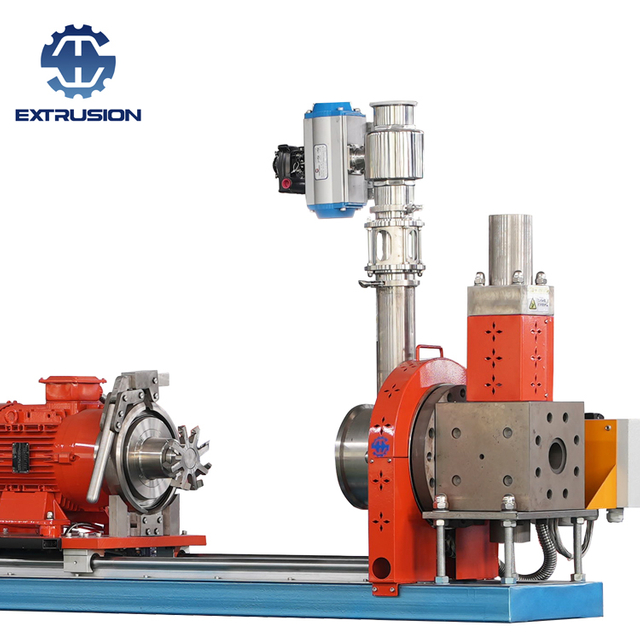
Наши двухшнековые экструдеры компании Nanjing Haisi Extrusion разработаны таким образом, чтобы исключить эти риски. Благодаря точно обработанным профилям шнеков с оптимизированными радиусами полета, обтекаемым головкам и превосходным характеристикам самоочистки мы обеспечиваем строгий поток расплава по принципу «первым пришел — первым вышел» (FIFO). Устраняя мертвые зоны и предлагая индивидуальные конфигурации сдвига, мы защищаем молекулярную целостность вашего полимера, обеспечивая максимальный выход и безупречное качество гранул.