Просмотры:0 Автор:Pедактор сайта Время публикации: 2026-05-28 Происхождение:Работает
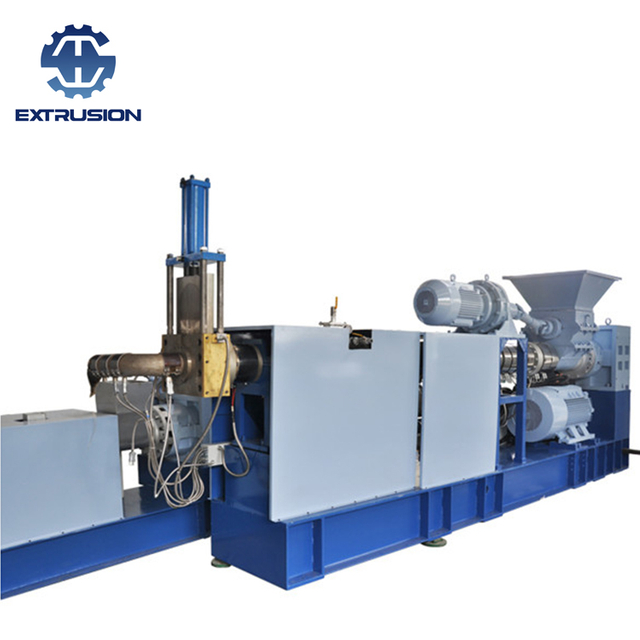
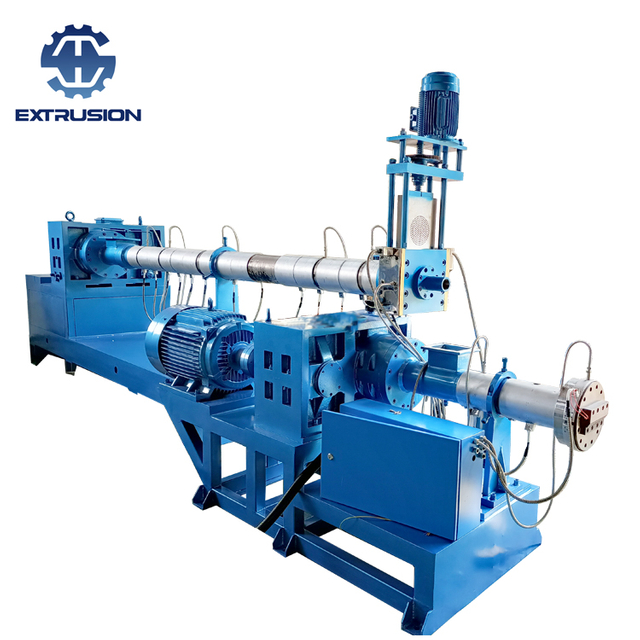
Успешная установка и первоначальный запуск двухступенчатой системы гранулирования (двушнековая компаундация в сочетании с одношнековой экструзией) имеют решающее значение для долгосрочной работы машины.
Чтобы помочь операторам безопасно пройти начальный период обкатки, мы составили комплексную стандартную рабочую процедуру (СОП) для проверок перед запуском. Даже начинающие операторы могут быстро освоить эти важные шаги.

01. Комплексный предпусковой осмотр: устранение угроз безопасности
Перед включением основного питания необходимо провести тщательный визуальный и механический осмотр.
1. Проверка системы подачи
Следите за подающим винтом, чтобы обеспечить правильное направление вращения (по часовой стрелке). Тщательно очистите бункер от загрязнений, пыли и агломератов, которые могут заблокировать каналы подачи.
2. Герметизация и целостность вакуумной системы.
Визуально осмотрите уплотнительные кольца двухвинтовой выхлопной камеры. Они должны быть идеально установлены, без признаков износа и деформации. Поврежденные уплотнения станут причиной плохой вентиляции и утечки материала, что серьезно повлияет на качество пеллет.
Проверка: включите вакуумный насос и убедитесь, что степень вакуума достигает требуемого стандарта (рекомендуется ≥ -0,08 МПа). Убедитесь в отсутствии утечек воздуха или недостаточного всасывания.
3. Винт и система передачи (ручная запирание)
Проверка питания: убедитесь, что основной источник питания полностью отключен (состояние блокировки), чтобы исключить угрозу безопасности.
Ручной поворот: вручную вращайте муфты как одношнекового (основная стадия), так и двухшнекового (стадия компаундирования) экструдеров. Вращение должно быть плавным, без заеданий, а подшипники не должны издавать посторонних шумов.
Смазка: Проверьте уровень масла в коробке передач по индикаторной отметке. Если уровень низкий, долейте в него указанное промышленное трансмиссионное масло и надежно затяните уплотнительную крышку.
4. Электрические и вспомогательные системы
Проверьте надежность соединений всей электропроводки и убедитесь, что изоляция двигателя не повреждена.
Система водоснабжения: заранее включите систему циркуляции воды для гранулирования, чтобы убедиться в плавности потока воды. Это предотвращает прилипание исходного расплава полимера к режущим лезвиям.
Резак: убедитесь, что лезвия гранулятора острые, без стружки и надежно закреплены.
02. Точная настройка параметров: подготовка к экструзии
Рабочие параметры должны быть строго адаптированы к конкретным характеристикам сырья (например, ПП, АБС), чтобы предотвратить деградацию полимера или неравномерную пластификацию.
1. Конфигурация температуры (сегментированное управление)
Настройте зоны нагрева в соответствии с конкретным рецептом обработки, придерживаясь принципа сегментного контроля температуры.
Двухшнековая секция: Зоны подачи, пластификации и гомогенизации обычно устанавливаются в диапазоне от 100°C до 160°C. Это предотвращает слишком раннее размягчение и прилипание материала и обеспечивает тщательную пластификацию на более позднем этапе в стволе.
Одношнековая секция: Как правило, температура одношнекового экструдера должна быть установлена примерно на 15% выше, чем температура двухшнековой секции, хотя ее необходимо точно настроить в зависимости от индекса плавления конкретной смолы.
2. Синхронизация скорости
Устройство подачи: установите низкую начальную скорость подачи (10–15 % от номинального значения), чтобы предотвратить быструю перегрузку и засорение.
Экструдеры: Скорость вращения одношнекового экструдера должна быть установлена немного ниже, чем у двухшнекового экструдера, чтобы обеспечить плавный перенос расплава без давления.
Гранулятор: согласуйте скорость резца с производительностью экструдера. Начните с низкой или средней скорости, а позже внесите микрорегулировки в зависимости от желаемого размера гранул.
03. Предварительный нагрев и термическая замачивание: незаменимый шаг
После установки параметров машина должна перейти к фазе предварительного нагрева и термической выдержки. Это напрямую определяет качество исходного расплава и защищает механические компоненты. Никогда не пропускайте и не сокращайте этот шаг.
1. Равномерное отопление: включите основное питание и запустите систему отопления. Внимательно следите за разницей между фактической и заданной температурой во всех зонах. Убедитесь, что нагрев стабильный, сохраняя отклонение температуры в пределах ±5°C.
2. Термическое замачивание (важно): как только все зоны двухшнекового двигателя достигнут заданной температуры, вы должны поддерживать это тепло в течение 30–45 минут (увеличьте до 60 минут для более крупных машин или смол с высокой температурой плавления). Это обеспечивает равномерный нагрев внутреннего сердечника винта и металла цилиндра, предотвращая появление нерасплавленных «холодных пятен», которые могут привести к заклиниванию или поломке винта.
3. Тестовый запуск без нагрузки: после завершения термической выдержки выполните окончательную проверку системы. Запустите оборудование без материала на 1–2 минуты. Если нет аномальных вибраций или шумов, начните подавать материал в очень малых количествах, чтобы перейти к нормальному производству.
Протокол экстренной помощи: если вы почувствуете громкий скрежет, дым или внезапный скачок тока двигателя, немедленно нажмите кнопку аварийной остановки и осмотрите машину.
Заключение
Строго соблюдая эти процедуры перед запуском, операторы могут безопасно пройти начальный период обкатки (обычно первые 7–10 дней) новой машины. В компании Nanjing Haisi Extrusion мы проектируем наши двухступенчатые грануляторы так, чтобы обеспечить максимальную долговечность, а правильный ввод в эксплуатацию является первым шагом на пути к многолетнему стабильному и высокопроизводительному производству.

Nanjing Haisi является профессиональным производителем пластиковой экструдерной машины, мы поставляем двадневный экструдер винтов, одно винтовой экструдер, пластиковый экструдер, двухэтапный экструдер, лабораторный экструдер, смешивание и кормление, охлаждающая и шарика, машина для дробления и так далее.