Просмотры:4 Автор:Pедактор сайта Время публикации: 2023-09-06 Происхождение:Работает
01. Механические принципы
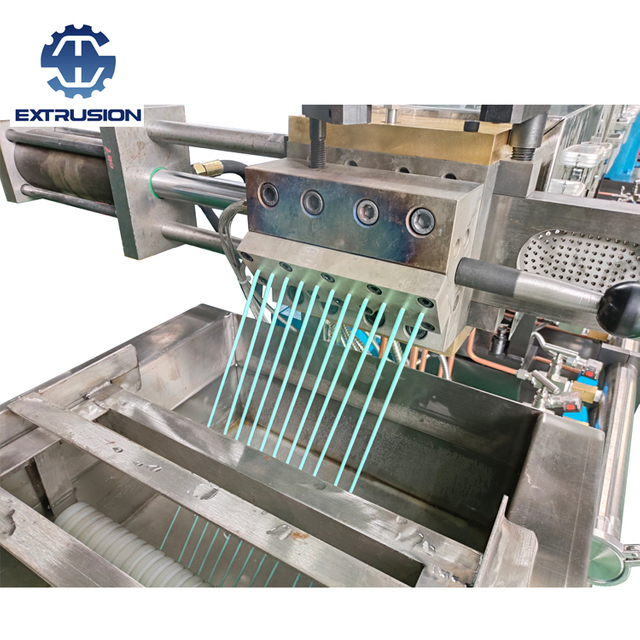
Основной механизм экструзии прост: винт вращается в цилиндре и толкает пластик вперед.Винт на самом деле представляет собой уклон или наклон, который обвивает центральный слой.Его цель – увеличить давление, чтобы преодолеть большее сопротивление.Что касается экструдера, то ему приходится преодолевать 3 вида сопротивления:
Трение твердых частиц (корма) о стенку ствола и взаимное трение между ними при первых оборотах шнека (зона подачи);
Прилипание расплава к стенкам цилиндра;
Внутреннее сопротивление потоку расплава при его выталкивании вперед.
Ньютон объяснил, что если объект движется не в заданном направлении, то силы, действующие на объект, уравновешиваются в этом направлении.Винт не перемещается в осевом направлении, хотя вблизи окружности он может быстро вращаться вбок.Таким образом, осевая сила, действующая на винт, уравновешивается, и если он оказывает сильное давление вперед на расплав пластика, он одновременно оказывает равное давление на что-то назад.Здесь тяга, которую он оказывает, приходится на подшипник позади впускного отверстия – упорный подшипник.
Большинство одиночных винтов имеют правую резьбу, как и винты и болты, используемые в деревообработке и машиностроении.Если смотреть сзади, они вращаются в противоположные стороны, стремясь максимально выкрутить ствол назад.В некоторых двухшнековых экструдерах два шнека вращаются в противоположных направлениях и пересекают друг друга в двух цилиндрах, поэтому один из них должен быть правым, а другой — левым.В других спаренных винтах, находящихся в зацеплении, два винта вращаются в одном направлении и поэтому должны иметь одинаковую ориентацию.Однако в любом случае есть упорные подшипники, которые поглощают силу, направленную назад, и принципы Ньютона по-прежнему применимы.
02. Термический принцип
Экструдируемые пластмассы являются термопластами: они плавятся при нагревании и снова затвердевают при охлаждении.Откуда берется тепло, необходимое для плавления пластика?
Предварительный подогрев подачи и нагреватели цилиндра/формы могут сыграть свою роль и очень важны при запуске, однако энергия, потребляемая двигателем — тепло, выделяющееся при трении в цилиндре, когда двигатель преодолевает сопротивление вязкого расплава, вращающему шнек, — является наиболее важным. важный источник тепла для всех пластмасс,
Исключением являются небольшие системы, медленные скорости шнеков, пластмассы с высокой температурой плавления и нанесение покрытий методом экструзии.
Как и во всех других операциях, важно понимать, что нагреватель бочки не является основным источником тепла при операции и, следовательно, вносит меньший вклад в экструзию, чем можно было бы ожидать (см. Принцип 11).Температура в задней части барабана по-прежнему может иметь значение, поскольку она влияет на зацепление или скорость перемещения твердых частиц в сырье.Температура головки и головки обычно должна быть равна или близка к желаемой температуре плавления, если только они не используются для определенных целей, таких как глазурование, распределение жидкости или контроль давления.
03. Принцип замедления
В большинстве экструдеров изменение скорости шнека достигается за счет регулировки скорости двигателя.Двигатель обычно вращается на полной скорости около 1750 об/мин, но это слишком быстро для шнека экструдера.При вращении на такой высокой скорости выделяется слишком много тепла от трения, а время пребывания пластика слишком короткое для получения однородного, хорошо перемешанного расплава.Типичные коэффициенты уменьшения составляют от 10:1 до 20:1.На первой ступени могут использоваться либо шестерни, либо шкивы, но на второй ступени используются обе шестерни, а винт расположен в центре последней большой шестерни.
В некоторых медленно вращающихся машинах (например, двухшнековых машинах из ПВХ) может быть три ступени замедления, а максимальная скорость может составлять всего 30 об/мин или ниже (соотношение до 60:1).С другой стороны, некоторые очень длинные сдвоенные шнеки для перемешивания могут работать со скоростью 600 об/мин или выше, что требует очень низкой скорости замедления и значительного глубокого охлаждения.
Иногда скорость замедления не соответствует задаче — потребуется слишком много энергии — и можно добавить шкив между двигателем и первой фазой замедления, который изменяет максимальную скорость.Это либо увеличивает скорость винта сверх предыдущего предела, либо снижает максимальную скорость, позволяя системе работать с большей процентной долей максимальной скорости.Это позволит увеличить доступную энергию, снизить силу тока и избежать проблем с двигателем.В обоих случаях, в зависимости от материала и потребностей в его охлаждении, производительность может увеличиться.
04. Подача действует как охлаждающая жидкость
Экструзия передает мощность двигателя (а иногда и нагревателя) холодному пластику, превращая его из твердого состояния в расплав.Входная подача холоднее поверхности ствола и шнека в зоне подачи.Однако поверхность ствола в зоне подачи почти всегда находится выше предела плавления пластика.Он охлаждается при контакте с частицами сырья, но тепло сохраняется за счет передачи тепла от горячего фронта к тылу и контролируемого нагрева.Даже если передний нагрев удерживается за счет вязкого трения и подвод тепла ствола не требуется, может возникнуть необходимость включения дополнительного нагревателя.Самым важным исключением является подающий ствол с прорезями, почти исключительно для HDPE.
Поверхность хвостовика шнека также охлаждается кормом и изолирована от стенок ствола пластиковыми гранулами корма (и воздухом между гранулами).Если шнек внезапно останавливается, подача также прекращается, и поверхность шнека в зоне подачи становится более горячей, поскольку тепло движется назад от более горячего переднего конца.Это может привести к слипанию или слипанию частиц в корне.
05.В зоне подачи прилипает к стволу и надвигается на винт.
Чтобы максимизировать доставку твердых частиц в зону подачи экструдера с гладким цилиндром, частицы должны прилипать к цилиндру и скользить по шнеку.
Если частицы прилипнут к основанию винта, ничто не сможет их потянуть вниз;объем канала и поступление твердых частиц уменьшаются.
Другая причина плохой адгезии у корней заключается в том, что пластик может нагреваться и образовывать гели и подобные загрязняющие частицы, или он может периодически прилипать и отрываться при изменении скорости вывода.
Большинство пластмасс естественным образом скользят у корней, потому что они холодные, когда попадают внутрь, и трение еще не нагрело корни так сильно, как стенки бочки.Некоторые материалы прилипают с большей вероятностью, чем другие: высокопластифицированный ПВХ, аморфный ПЭТ и некоторые сополимеры полиолефина, которые обладают клеящими свойствами, желательными для конечного использования.
Для ствола необходимо, чтобы пластик приклеился сюда, чтобы его соскребали и выталкивали вперед лопастью винта.Между пулями и стволом должен быть высокий коэффициент трения, на который, в свою очередь, сильно влияет температура задней части ствола.Если частицы не прилипают, они просто поворачиваются на месте и не движутся вперед, поэтому плавная подача не работает.
Поверхностное трение – не единственный фактор, влияющий на подачу.Многие частицы никогда не касаются ствола или основания винта, поэтому внутри частиц должно существовать трение и механическое взаимодействие с вязкостью.
Рифленые цилиндры представляют собой особый случай.Желоб находится в зоне подачи, которая термически изолирована от остальной части ствола и имеет глубокое водяное охлаждение.Нити проталкивают гранулы в канавку и создают высокое давление на относительно небольшом расстоянии.Это увеличивает припуск на прикус при более низких скоростях шнека при той же производительности, что приводит к меньшему выделению тепла от трения передней частью и более низким температурам плавления.Это может означать, что охлаждение ограничивает более быстрое производство на линиях по производству пленки с раздувом.Канавки особенно подходят для ПЭВП, который является самым скользким из обычных пластиков, за исключением перфторированных пластиков.

06. Материалы стоят дороже всего
В некоторых случаях затраты на материалы могут составлять до 80% производственных затрат — больше, чем все остальные факторы вместе взятые, — за исключением нескольких продуктов, качество и упаковка которых особенно важны, таких как медицинские катетеры.Этот принцип естественным образом приводит к двум выводам: переработчики должны повторно использовать как можно больше металлолома и лома для замены сырья и как можно более строго соблюдать допуски, чтобы избежать отклонений от целевой толщины и проблем с продуктом.
07. Затраты на электроэнергию относительно неважны
Хотя привлекательность и реальные проблемы завода находятся на том же уровне, что и рост затрат на электроэнергию, энергия, необходимая для работы экструдера, по-прежнему составляет небольшую часть общих производственных затрат.Это всегда так, потому что стоимость материала очень высока, экструдер является эффективной системой, и если приложить слишком много энергии, пластик может быстро стать слишком горячим для правильной обработки.
08. Давление на конце винта очень важно.
Это давление отражает сопротивление всего, что находится за шнеком: сеток и пластин для защиты от загрязнений, переходных подающих трубок, стационарных мешалок (если они есть) и самой формы.Это зависит не только от геометрии этих компонентов, но и от температуры в системе, которая, в свою очередь, влияет на вязкость смолы и скорость подачи.Оно не зависит от конструкции шнека, за исключением случаев, когда оно влияет на температуру, вязкость и производительность.Измерение температуры важно из соображений безопасности: если она будет слишком высокой, матрица и штамп могут взорваться и нанести травмы находящимся рядом людям или оборудованию.
Давление благоприятно для перемешивания, особенно в последней зоне (зоне дозирования) одношнековой системы.Однако высокое давление также означает, что двигатель выдает больше мощности – и, следовательно, более высокую температуру расплава – что может определять предел давления.В двухшнековом смесителе два взаимодействующих шнека являются более эффективной мешалкой, поэтому для этой цели не требуется никакого давления.
09. Выход = смещение последней резьбы +/- расход давления и утечка.
Смещение последнего витка называется положительным потоком и зависит только от геометрии шнека, скорости вращения шнека и плотности расплава.Он регулируется потоком давления, который фактически включает в себя эффект сопротивления (обозначаемый самым высоким давлением) для снижения производительности и любой эффект перекуса в корме для увеличения производительности.Утечки на резьбе могут идти в любом направлении.
Также полезно рассчитать производительность на оборот в минуту (оборот), поскольку она отражает любое уменьшение производительности шнека с течением времени.Еще одним важным расчетом является количество используемой мощности на одну лошадиную силу или киловатт.Это указывает на эффективность и позволяет оценить производственную мощность данного двигателя и привода.
10. Скорость сдвига играет важную роль в вязкости.
Все распространенные пластики обладают свойством падения при сдвиге, а это означает, что вязкость пластика снижается по мере его движения все быстрее и быстрее.Этот эффект особенно выражен для некоторых пластмасс.Например, некоторые ПВХ увеличивают скорость потока в 10 или более раз при удвоении тяги.Напротив, сила сдвига LLDPE не уменьшается слишком сильно, а его скорость потока увеличивается только в 3-4 раза, когда ее необходимо удвоить.Снижение эффекта снижения сдвига означает более высокую вязкость в условиях экструзии, что, в свою очередь, означает, что требуется большая мощность двигателя.
Это может объяснить, почему LLDPE нагревается сильнее, чем LDPE.Скорость потока выражается как скорость сдвига, которая составляет около 100 с-1 в канале шнека, от 100 до 100 с-1 в большинстве устьев матриц и более 100 с-1 в зазоре между резьбой и стенкой цилиндра и в некоторых случаях. небольшие зазоры в кристаллах.
Коэффициент плавления является общепринятой мерой вязкости, но имеет обратный характер (например, расход/тяга вместо тяга/расход).К сожалению, оно измеряется при скорости сдвига 10 с-1 или меньше и не может быть достоверным измерением в экструдерах с высокой скоростью течения расплава.
11. Мотор противостоит стволу, а ствол противостоит мотору
Почему эффект управления цилиндра не всегда соответствует ожиданиям, особенно в зоне измерения?Если ствол нагрет, слой материала на стенке ствола становится менее вязким, и двигателю требуется меньше энергии для работы в этом более гладком стволе.Ток двигателя (ампера) падает.И наоборот, если ствол охлаждается, вязкость расплава на стенках ствола увеличивается, двигатель должен вращаться сильнее, сила тока увеличивается, и часть тепла, отводимого при прохождении через ствол, возвращается двигателем.Как правило, регулятор ствола оказывает влияние на плавление, чего мы и ожидали, но не в такой степени, как переменная зоны.Лучше всего измерить температуру плавления, чтобы действительно понять, что происходит.
Принцип 11 не распространяется на плашки и плашки, так как там нет вращения винта.Поэтому внешние изменения температуры там более эффективны.Однако эти изменения происходят изнутри наружу и, следовательно, не являются однородными, если их не гомогенизировать в стационарной мешалке, которая является эффективным инструментом как для изменения температуры расплава, так и для перемешивания.
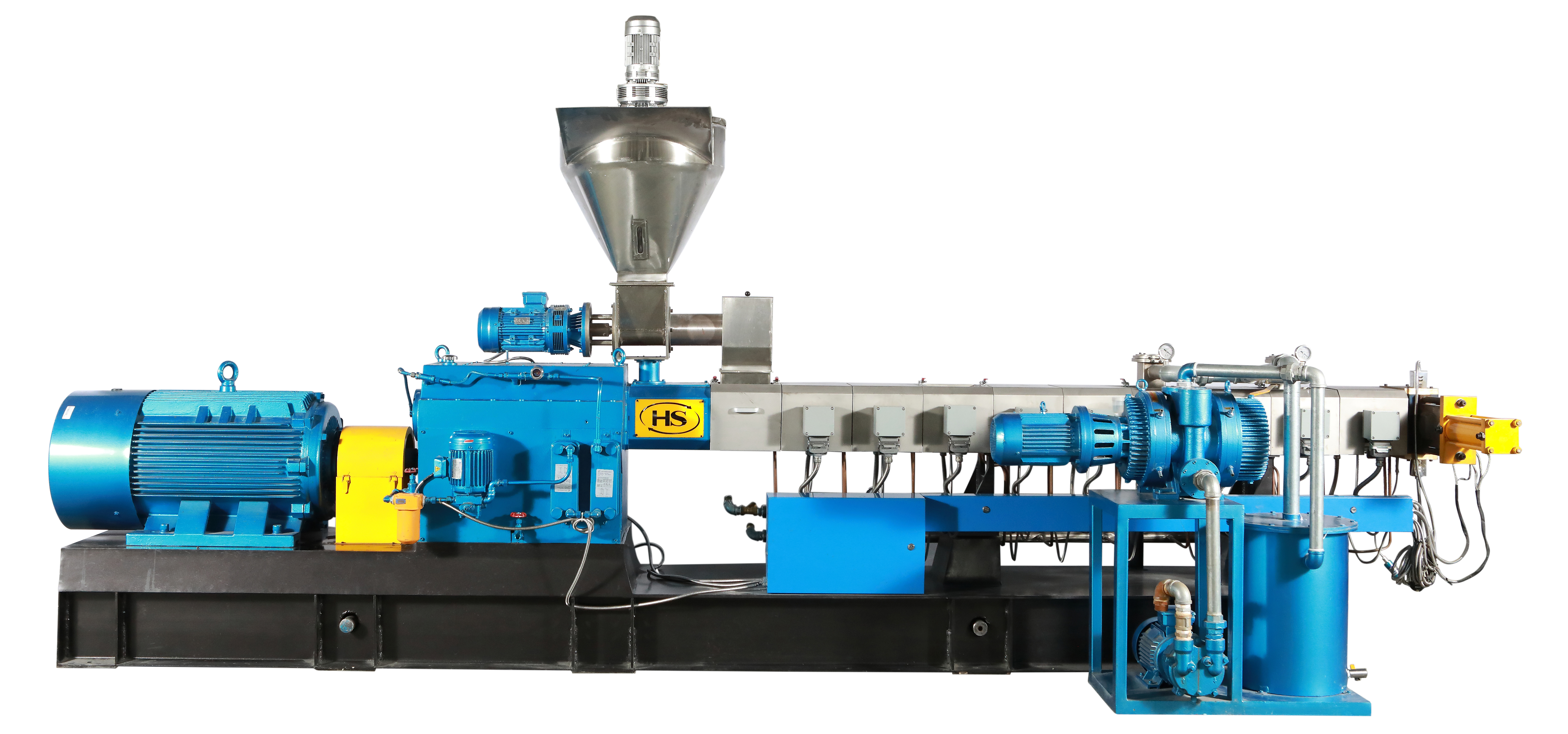
Nanjing Haisi является профессиональным производителем гранулирующих экструдеров для окраски/крашения, производства маточных смесей для розлива, а также модификации и компаундирования пластика, переработки пластика.Инновационные машины созданы с учетом концепции долговечности, высокой эффективности и экономичного энергопотребления.