Просмотры:0 Автор:Pедактор сайта Время публикации: 2025-12-15 Происхождение:Работает
В области компаундирования пластмасс двухшнековый экструдер выделяется как очень гибкая и эффективная машина для обработки. В то время как большинство инженеров сосредотачивают внимание на оптимизации комбинаций шнеков, конфигурация цилиндра экструдера часто упускается из виду, хотя она играет не менее важную роль. Хорошо спроектированная конструкция цилиндра может значительно улучшить производительность смешивания, снизить потребление энергии и повысить стабильность продукта.
01. Почему дизайн ствола имеет значение
В отличие от одношнековых экструдеров или термопластавтоматов с фиксированной конструкцией цилиндра, двухшнековый экструдер имеет модульную конструкцию цилиндра. Это позволяет переработчикам регулировать конфигурацию ствола в соответствии с конкретными требованиями к материалу.
Координация между секциями цилиндра и шнековыми элементами напрямую влияет на ключевые этапы приготовления пластмасс, включая транспортировку твердых частиц, плавление полимера, введение добавок, впрыск жидкости, дегазацию и стабилизацию давления.
Правильная конфигурация цилиндра обеспечивает лучшее управление теплом, более высокую эффективность смешивания, снижение деградации материала и общее снижение производственных затрат.
02. Конструктивные особенности цилиндров двухшнековых экструдеров
1. Ствольная камера «Восьмерка»
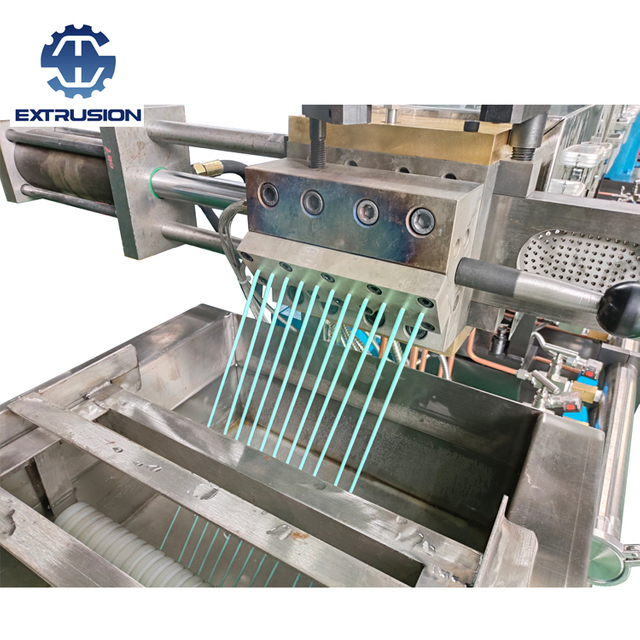
Цилиндр двухшнекового экструдера с сонаправленным вращением имеет типичную камеру в форме восьмерки. Два винтовых канала перекрываются, позволяя каждой витке винта почти соприкасаться с корнем другого винта.
Эта структура обеспечивает непрерывный путь потока расплавленного полимера в форме восьмерки, увеличивая время пребывания, уменьшая трение, улучшая консистенцию плавления и снижая потребление энергии.
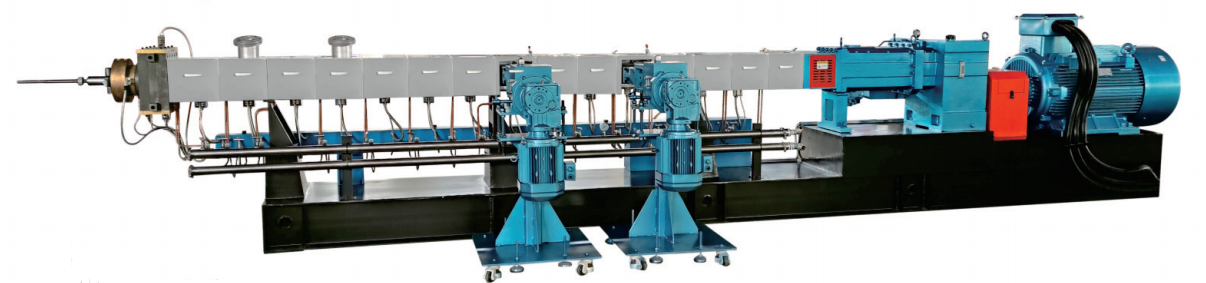
2. Модульная сегментированная структура
Большинство производителей предоставляют модульные секции ствола — обычно от четырех до шести L/D каждая. Каждая секция имеет независимые зоны нагрева и охлаждения, что позволяет точно контролировать температуру.
Эта модульность дает инженерам свободу создавать индивидуальные зоны обработки в соответствии с рецептурой, что делает экструдер очень гибким для широкого спектра пластиковых компаундов.
3. Материал и износостойкая обработка.
Выбор материала ствола напрямую влияет на срок службы и стабильность процесса. Традиционные стволы из азотированной стали были широко заменены легированными сталями с высоким содержанием хрома, обладающими превосходной износостойкостью.
В зонах повышенного износа, таких как зоны боковой подачи, для продления срока службы обычно используются сменные вкладыши из стали порошковой металлургии СРМ-10В.
03. Основные типы секций ствола и их функции
1. Открытые секции ствола
Открытые бочки имеют внешние отверстия, которые позволяют подавать или выпускать летучие вещества.
Кормовая бочка
Обычно расположенный в зоне 1 ствола, подающий барабан позволяет гранулам или порошкам падать непосредственно в шнековый канал.
Для порошков с низкой насыпной плотностью, которые задерживают воздух, установка с обратной вентиляцией с использованием двух открытых стволов в первых позициях может улучшить стабильность подачи.
Бочка с боковой подачей
Бочки с боковой подачей позволяют подавать наполнители или добавки дальше по потоку. Они включают в себя вторичное отверстие в форме восьмерки сбоку для подключения бокового питателя.
Бочки для вентиляции и вакуумной дегазации
Открытые бочки также используются для вентиляции атмосферы или вакуумной дегазации. Вакуумные порты, расположенные рядом с разгрузочным концом, помогают удалять из расплава влагу, остаточные мономеры или растворители.
2. Закрытые секции ствола.
Закрытые бочки полностью закрывают расплав полимера, имея только винтовой канал в форме восьмерки. Эти секции обеспечивают полный контроль нагрева/охлаждения и используются для транспортировки, плавления и дисперсионного/распределительного смешивания.
04. Стратегии конфигурации ствола
1. Типичная последовательность сборки ствола
Стандартная линия компаундирования может включать в себя:
Ствол 1: загрузочное отверстие
Несколько закрытых бочек для плавления и смешивания
Ствол 4 или 5: порт боковой подачи.
Последующие закрытые бочки для дальнейшего смешивания
Ближе к концу: секция вакуумной дегазации
Окончательное закрытие ствола перед головкой
2. Настройка бочек в зависимости от требований процесса
Компоновка ствола должна соответствовать характеристикам рецептуры.
Например, в материалах, армированных стекловолокном:
Требуется специальная загрузочная бочка из стекловолокна.
Реверсивные шнековые или реверсивные элементы предотвращают обратный поток расплава.
Герметичная секция цилиндра перед вакуумным портом предотвращает извлечение волокна под вакуумом.

05. Специальные конструкции и применение стволов
1. Конструкция разделенного ствола
В экструдерах с разъемным цилиндром, вращающихся в одном направлении, верхнюю половину цилиндра можно легко открыть для очистки или осмотра. Нижний ствол неподвижен, а верхний соединен через редукторный механизм.
2. Конический двухвинтовой ствол с сонаправленным вращением.
Конические экструдеры, вращающиеся в одном направлении, сочетают в себе преимущества конической конструкции, вращающейся в противоположных направлениях, и экструдеры с параллельным вращением в одном направлении. Геометрия конического шнека увеличивает время пребывания, снижает трение, обеспечивает стабильное плавление и повышает энергоэффективность, часто снижая энергопотребление на 30–50%.
Эта конструкция популярна для лабораторных пилотных линий, где необходима частая оптимизация процесса перед масштабированием промышленного производства.
Заключение
Гибкая и хорошо оптимизированная система цилиндров является одной из ключевых причин, по которым двухшнековые экструдеры превосходно справляются с разнообразными задачами по приготовлению компаундов. Понимание типов стволов, конфигураций и стратегий, ориентированных на конкретные процессы, позволяет инженерам расширить границы эффективности, качества продукции и эксплуатационной стабильности в современном производстве пластиковых смесей.
Nanjing Haisi является профессиональным производителем пластиковой экструдерной машины, мы поставляем двадневный экструдер винтов, одно винтовой экструдер, пластиковый экструдер, двухэтапный экструдер, лабораторный экструдер, смешивание и кормление, охлаждающая и шарика, машина для дробления и так далее.