Просмотры:0 Автор:Pедактор сайта Время публикации: 2025-04-21 Происхождение:Работает
Во время осадки TPE (термопластичного эластомера) растущее расплавление относится к ненормальному и чрезмерному оттоку расплавленного материала из области матрицы или винта во время процесса экструзии. Это приводит к нестабильному и прерывистому потоку материала. Основные симптомы включают:
1. Необходимый поток материала : расплава становится прерывистым и неровным, теряя свое устойчивое и непрерывное экструзионное состояние.
2. Абнормальная скорость выхода : по сравнению с нормальной экструзией, растущее расплавление значительно увеличивает выход, что приводит к чрезмерно толстым или нерегулярно формированным прядям.
3. Накопление : расплава может накапливаться вблизи отверстия матрица, образуя неровные материалы слоев или даже вызывая блокировку.
4. Качество продукта : нерегулярные и нестабильные формы пряди могут негативно повлиять на качество и производительность конечного продукта.
I. Причины растущего расплава
1. Импромеренный контроль температуры :
Чрезмерная температура : перегрев в экструдере может привести к тому, что таяние TPE станет слишком жидким, увеличивая риск развития.
Колебания температуры : непоследовательное нагревание может изменить характеристики потока расплава, что приводит к нестабильной экструзии.
2. Экспрессивная скорость винта :
Высокая скорость винтов ускоряет транспортировку расплава, увеличивая давление в матрице и приводит к росту расплава.
3. Качество сырья :
Высокий уровень примесей или влаги в сырье может поставить под угрозу стабильность и поток расплава, что способствует возникновению проблем.
II Решения для растущих растущих
1. Приспособление для контроля температуры : поддерживайте стабильную и соответствующую температуру нагрева в экструдере, чтобы обеспечить последовательный поток расплава и предотвратить растущие.
2. Скорость винта с контролем : отрегулируйте скорость винта в соответствии с характеристиками потока требований TPE и экструзии, чтобы поддерживать давление в пределах нормальных уровней.
3. Ознакомьтесь и поддерживайте кубик : регулярно проверяйте кубик на наличие плоскостности и зазора; Замените изношенные компоненты своевременно, чтобы поддерживать стабильность экструзии.
4. Установительное качество сырья : используйте высококачественный TPE с последовательными свойствами. Проверьте влагу и примеси; При необходимости высушите материал и избегайте смазывания.
5. Стандартные операции : Обучайте и контролируйте операторов, чтобы следовать правильным параметрам процесса и руководящие принципы работы оборудования для обеспечения плавного производства.

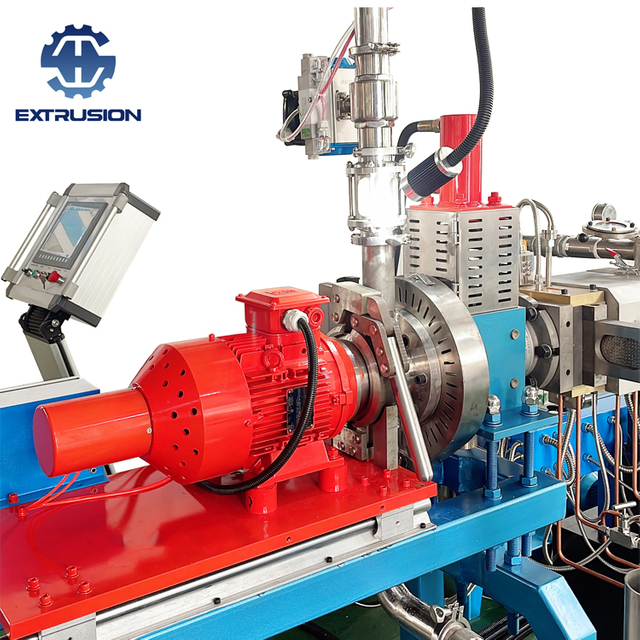
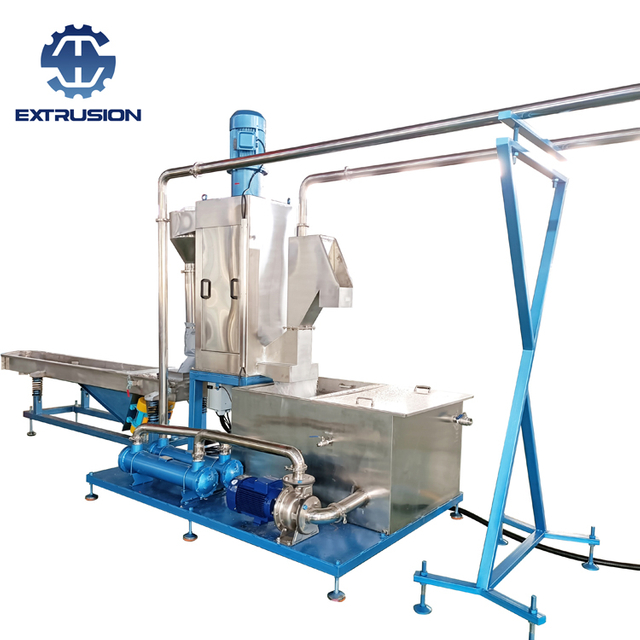
Nanjing Haisi является профессиональным производителем пластикового экструдера, мы поставляем линию двухквартирной экструзии, линию экструзии с одним винтом, линией экструзии пластиковой рециркуляции, двухэтапной линии экструзии, лабораторной линии экструзии, смешивании и кормлении, охлаждающей и шаймальной машиной, дроблентной машиной и т. Д.