Просмотры:0 Автор:Pедактор сайта Время публикации: 2025-06-16 Происхождение:Работает
Побочные продукты деградации смолы часто вызывают дефекты в готовых продуктах, таких как полиэтиленовые (PE) пленки, листы и формованные детали. Это деградация обычно происходит, когда точки стагнации в процессе позволяют смоле оставаться при высоких температурах слишком долго. Как только начинается деградация, даже небольшие вибрации могут привести к тому, что ухудшенный материал отсоединится от винта и загрязняет продукт. Эта проблема распространена во многих операциях с одним винтом и часто является результатом тонких дизайнерских недостатков в винте.
Трудно определить точное местоположение деградации, анализируя винтовые диаграммы или результаты работы. Лучший способ нагреть винт от экструдера и осмотреть его на наличие признаков деградации.
Снятие винта просто, но отключение линий передачи добавляет сложность.
Шаги:
1. Запустите экструдер, используя ту же базовую смолу без каких -либо добавок или цветов. Добавки, особенно окраски, затрудняют наблюдение за деградацией. Продолжайте до тех пор, пока экструдат не будет свободен от всех добавок.
2. Пусть винт продолжит вращаться, останавливая подачу материала, чтобы машина работала пустой. Это очищает как можно больше смолы для облегчения проверки и уборки.
3. Как только больше смолы выходит из матрицы, остановите вращение винта. Поддерживайте или немного более низкую температуру ствола, чтобы поддерживать расплавленную смолу и замедлить разрушение во время удаления.
4. Отсоедините линии переноса и используйте гидравлический или винтовой домкрат, чтобы вытащить винт из ствола. Вытащите его примерно в четыре раза его диаметра. (Рис. 1 показывает 2,5-дюймовый винт, используемый для PE.)
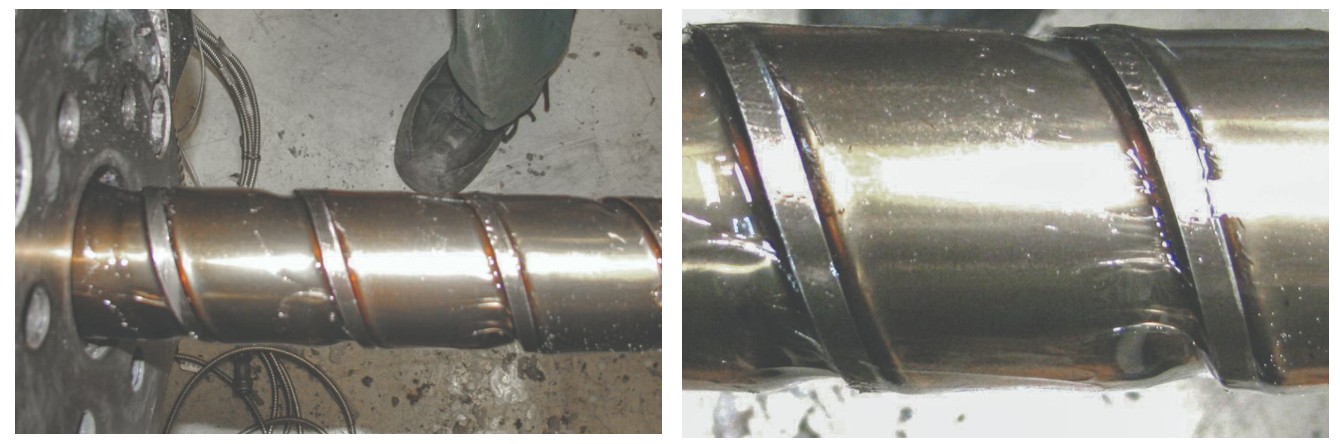
Рисунок 1: винт диаметра 2,5 дюйма, который горячий избывается из экструдера.
Рисунок 2: Крупный план деградации смолы в радиусе винта в отборочной секции.
Источник изображения: М. Спалдинг
5. Изучите и сфотографируйте первый 4-диаметр секции для признаков деградации. На рис. 1 и увеличенном рис. 2 деградация появляется в уголках резьбов. Это вызвано моффаттскими вихрями, которые приводят к чрезмерному времени проживания.
Моффаттские вихри образуются в острых углах во время потока полости, приводимых сверху. Эти медленные вихревые зоны существуют вне основного высокоскоростного потока и приводят к стагнации и ухудшению смолы.
Они часто получают из -за слишком малых радиусов нити. Увеличение радиуса резьбы до 1,4–1,5 × глубина локального канала может устранить эти вихри и уменьшить деградацию. (Рис. 3 сравнивает малые и большие радиусы резьбов.)
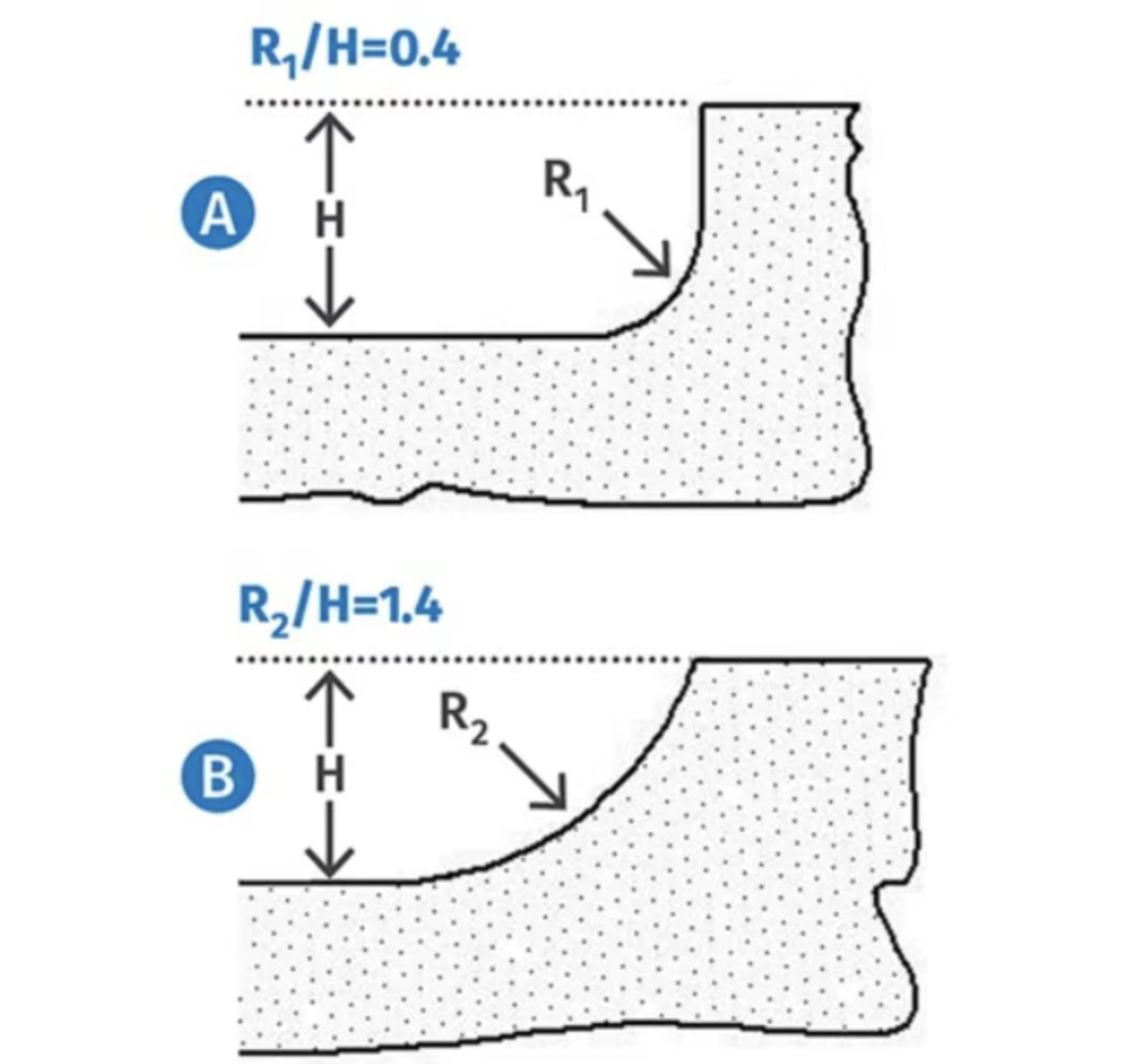
Рисунок 3: Схема радиуса винтовой резьбы в секции измерения:
(а) меньший радиус имеет тенденцию образовывать вихри Моффатта, что приводит к деградации смолы;
(б) Больший радиус резьбы не вызывает ухудшения смолы.
Большинство производителей винтов используют радиус резьбы глубиной 0,5 × канала, потому что в отрасли его легче и стандартно. Тем не менее, это часто вызывает вихри и деградации Моффатта. Производители обычно принимают запросы на более крупные радиусы потоков.
6. После проверки первой секции очистите его, но еще горячий, чтобы обнажить металл. Используйте только латунные инструменты, которые не повредят поверхность винта. Никогда не используйте стальные инструменты или факелы, которые могут изменить металлические или поврежденные затвердевшие покрытия.
7. Вытащите еще один 4-диаметр секции и повторите проверку, фотографирование и очистку. На рис. 4 показан следующий раздел 2,5-дюймового винта с миксером Maddock. Разложение здесь обусловлена глубокими глубинами канавки относительно их ширины.
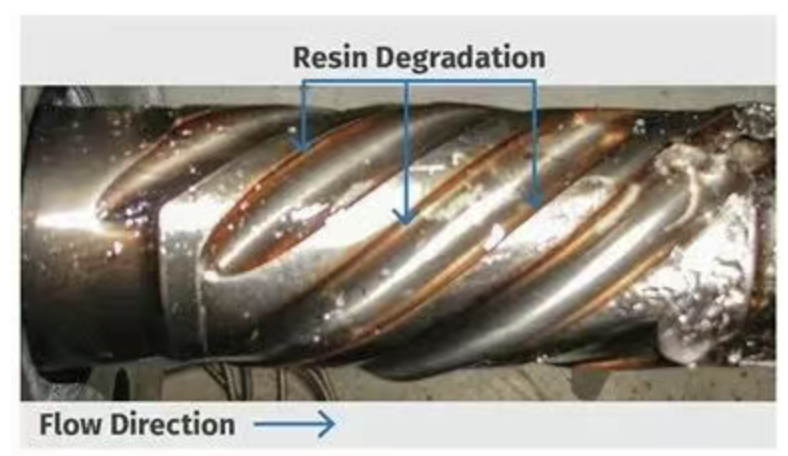
Рисунок 4: Миксера Maddock с деградацией смолы, происходящей внутри его каналов.
Ширина канавки, как правило, должна быть вдвое больше глубины. Общие ошибки в дизайне включают использование слишком большого количества пар канавки (делая их слишком узкими) или обрезка их слишком глубоко. Хотя это термически эффективно, это приводит к деградации на краях канавки.
8. Продолжайте выталкивать винт, чтобы показать входную часть измерения и расплавлять сечение. Неправильно спроектированные элементы спиральной плотины в этой области могут снизить специфическую пропускную способность на 50%, вызывая плохое кормление и деградацию (рис. 5).
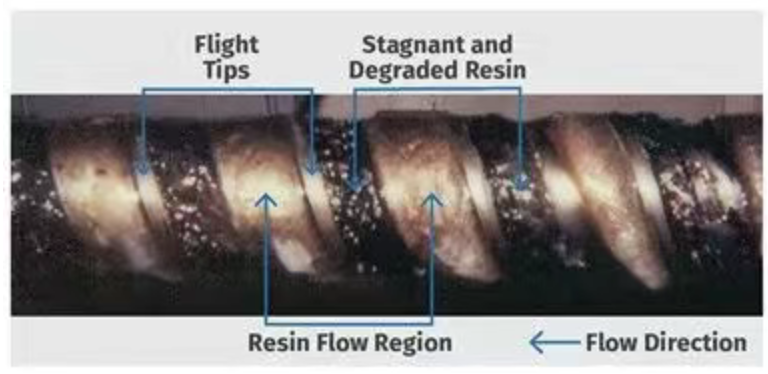
Рисунок 5: Секция винта с плохо спроектированным входом барьерной резьбы. Белый материал представляет собой свежеоседающий полиэтилен низкой плотности (LDPE), в то время как темный материал разлагается, сшивая смола.
Это конкретное выходное падение и деградация являются результатом ограничений между срезами с твердым подачей и плотиной, ограничивая поток материала.
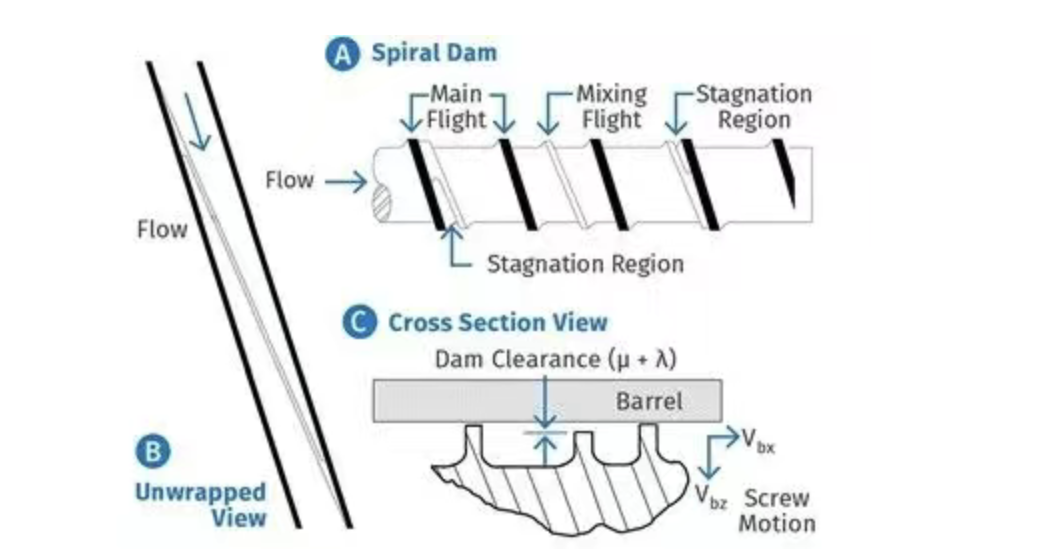
Рисунок 6: Схема элемента спиральной плотины:
(а) вид на сторону, показывающий потенциальные зоны стагнации, которые могут привести к деградации смолы;
(б) развернутый вид;
(c) Вид поперечного сечения перпендикулярно краю полета, показывая зазор между плотиной и стенкой ствола.
Некоторые винтовые элементы, такие как спиральная плотина или микшеры типа передач, известны тем, что вызывают стагнацию. Рис. 6 иллюстрирует спиральную плотину с длиной трех диаметров и дисперсионным смешанным лезвием. Стагнация может возникнуть на входе и выходе каналов потока, особенно если отсутствуют подрез. Многие современные дизайны сужаются эти пути потока и включают в себя подрезки, чтобы избежать этой проблемы.
9. Если происходит незапланированное отключение и длится более 30 минут, снимите температуру ствола. Закрытие часто длится дольше, чем ожидалось. Если температура остается на уровнях обработки, может возникнуть деградация по всей зоне измерения.
На рис. 7 показан этот тип деградации, который может влиять на радиус корня винта и резьбы. Требуется значительная очистка, чтобы удалить деградированный материал, что затрудняет перезапуск.

Рисунок 7: винт, показанный выше, испытывал несколько отключений, при этом экструдер оставался при рабочей температуре в течение длительных периодов. Хотя экструдер был очищен до разборки винта, темная деградированная смола все еще покрывала большую часть измерения.
Хотя этот случай фокусируется на PE RIN, аналогичная деградация может происходить с полистиролом, поликарбонатом, полипропиленом и ABS. Эти проблемы также происходят с винтами для литья под давлением, где поршень выталкивает винт из ствола - применяются полезные процедуры и решения.
Nanjing Haisi является профессиональным производителем пластиковой экструдерной машины, мы поставляем двадневный экструдер винтов, одно винтовой экструдер, пластиковый экструдер, двухэтапный экструдер, лабораторный экструдер, смешивание и кормление, охлаждающая и шарика, машина для дробления и так далее.










