Просмотры:2 Автор:Pедактор сайта Время публикации: 2025-01-13 Происхождение:Работает
Экструдеры все чаще используют подводное гранулирование для производства технических полимеров, включая такие смолы, как ПЭТ, нейлон и поликарбонат, которые обладают «сложными» свойствами, такими как низкая вязкость и/или быстрое охлаждение или высокие температуры плавления.
По сравнению с гранулированием стренги, гранулирование под водой имеет преимущества более высокого качества гранул, более высокой степени автоматизации и более низких затрат. Однако по сравнению с менее чувствительными товарными смолами, такими как полиэтилен, полипропилен или полистирол, риск замерзания формы выше при производстве инженерных смол, таких как упомянутые в предыдущем абзаце.
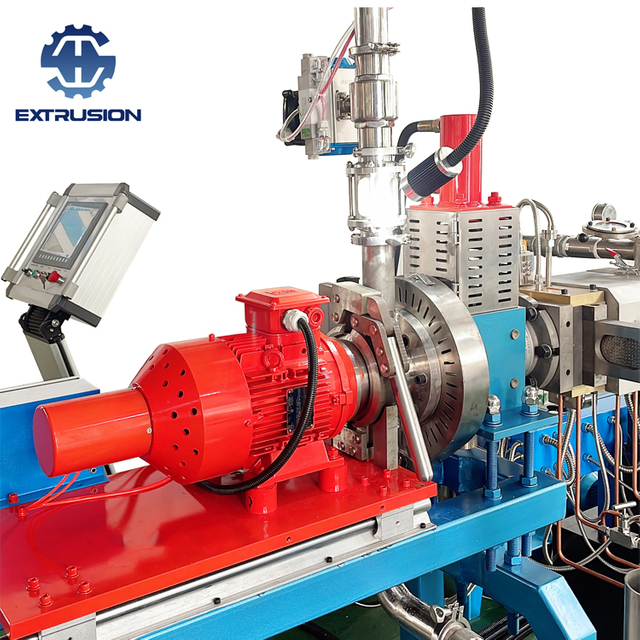
В подводных грануляторах обычно используется круглая матрица с 10–20 или даже сотнями отверстий. Системы могут быть рассчитаны на производительность от нескольких сотен до почти 20 000 фунтов/час. (Для экструзионного производства используются грануляторы даже большего размера.)

Причины замерзания отверстия матрицы
Диаметр отверстия матрицы обычно составляет 0,125 дюйма, но может составлять от 0,01 дюйма для более мелких частиц до 0,20 дюйма. Производительность каждого отверстия составляет около 25–100 фунтов в час, но средняя производительность отверстия диаметром 0,125 дюйма составляет около 30 фунтов в час.
Ключом к подводному гранулированию является подача достаточного количества горячего пластика через отверстия матрицы, чтобы поддерживать температуру плавления смолы в отверстиях, в то время как расплав и матрица контактируют с водой, которая на несколько сотен градусов холоднее. Металлические формы являются очень хорошими проводниками тепла, поэтому, если поток полимера через отверстия матрицы не будет достаточным, вода будет охлаждать отверстия, и полимер затвердеет в них. Однако у процессора нет возможности сразу узнать, что произошла эта блокировка.
Проблема в том, что если одно или несколько отверстий матрицы забьются полимером, эффективность матрицы снизится. В конечном итоге засоренное отверстие повлияет на поток окружающих отверстий, готовые пеллеты будут большими и неправильной формы, а производительность снизится. В конечном итоге линию придется полностью остановить, чтобы очистить отверстия матрицы.
Существуют три основные причины замерзания формы: неправильная последовательность запуска подачи полимера и воды и работы фрезы; недостаточный нагрев и изоляция формы; и колебания процесса. Неучет состава материала (смолы, уровня наполнителя и типа наполнителя – теплопоглощающего или теплопроводящего) также может вызвать проблемы. Но вы не можете изменить рецептуру в угоду гранулятору, она должна быть рассчитана на работу с большинством рецептур.
Регулировка процесса запуска гранулятора
Большинство замерзаний отверстий матрицы происходит во время запуска, когда смолу, охлаждающую воду и фрезу необходимо запускать в правильной последовательности. Если смола начнет течь через матрицу до того, как вода достигнет поверхности матрицы и фреза зацепится, произойдет размазывание и закупорка смолы за пределами отверстия в водяной камере. Если вода достигнет поверхности матрицы до того, как полимер начнет течь, чрезмерное охлаждение может привести к замерзанию отверстия.
В первых системах подводного гранулирования опытный оператор контролировал эту последовательность вручную. Начиная с начала 1990-х годов запуск можно было автоматизировать и контролировать с помощью коммерческих систем управления ПЛК. Перепускные клапаны для полимеров и системы перепуска технологической воды позволяют ПЛК более точно контролировать время поступления полимера и воды в головку. Грануляторы, выпускаемые с середины 1990-х годов, предлагают автоматические системы резки, в которых для управления давлением резки используются гидравлика, пневматика и серводвигатели. В результате современные полностью автоматические системы могут контролировать последовательность запуска за доли секунды.
Оптимизация конструкции пресс-формы
После того как линия запущена и работает, большинства случаев замерзания пресс-формы можно избежать, поддерживая постоянный поток материала через отверстие матрицы. Но некоторые проблемы с замерзанием связаны с самой конструкцией формы.
Форма нагревается электрическими нагревателями или горячим маслом. Электрический нагрев не является полностью равномерным, поскольку картриджи размещаются в основном по кольцу вокруг отверстий формы, рядом с внешним краем плиты формы. В результате отверстия снаружи матрицы имеют тенденцию быть более горячими, чем отверстия в центре. (Производители пресс-форм пытались добавлять картриджи в центр формы, но это оказалось неуклюже.)
Следовательно, картриджные нагреватели могут не подходить для больших форм или материалов с узким диапазоном температур плавления, таких как нейлон, который может иметь тенденцию замерзать в центре формы.
Масляный нагрев обеспечивает более равномерное нагревание по большей площади, чем картриджные нагреватели. Масляные системы имеют до восьми зон пресс-формы. Но масляное отопление дороже картриджных. Нагрев масла обычно используется на высокопроизводительных производственных линиях производителей смол или крупных заводах по производству компаундов. Совсем недавно его стали применять в небольших системах для достижения лучшего контроля температуры.
Если масляный клапан засорится, отверстие формы в пораженной области станет холоднее и может замерзнуть, но остальная часть формы будет в порядке. Сначала вывод может не измениться. Опять же, как и в случае с картриджными нагревателями, проблема проявится в виде бракованных пеллет.
Все штампы имеют тот или иной тип изоляции. В большинстве форм используются специальные пластины, которые крепятся к середине поверхности формы. Но пластины могут расшататься. Затем за ними течет вода, охлаждая форму и потенциально вызывая замерзание.
Другой метод изоляции — использование «полой» конструкции формы с зазорами, содержащими вакуум. Его можно установить на большинство систем, если он не был частью исходной конструкции пресс-формы. Вакуум является очень хорошим изолятором, и его нельзя подвергать риску, как твердые изоляционные панели.
Уменьшите колебания процесса
Любой тип перерыва в процессе экструзии или колебания производительности могут привести к замораживанию. Например, экструзия переработанных материалов с низкой объемной плотностью может вызвать колебания и колебания производительности экструдера, что может вызвать неравномерность потока полимера, вызывая случайное замерзание отверстий матрицы. Насосы для расплава полимера можно использовать для предотвращения этих колебаний и обеспечения постоянного потока через головку.
Использование прерывистого сменщика скользящих сит также может привести к прерыванию потока и захвату воздуха, что может привести к временной потере потока полимера к отверстию матрицы. Это может привести к случайному замерзанию отверстий матрицы. Решением является использование устройства непрерывной смены сит, которое позволяет заменять грязные сита на лету, не прерывая процесс и не задерживая воздух.
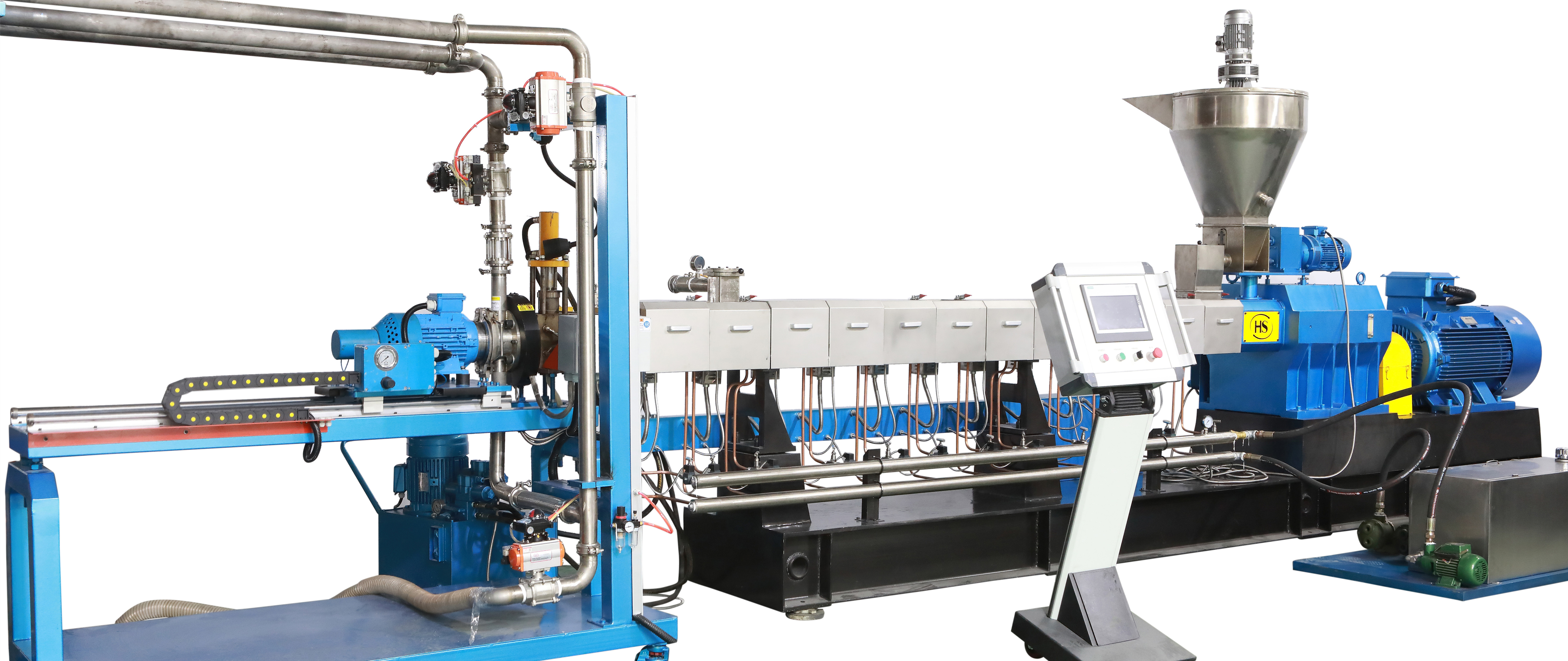
NANJING HAISI является профессиональным производителем экструдеров для пластика. Мы поставляем двухшнековые экструдеры, одношнековые экструдеры, экструдеры для переработки пластмасс, двухступенчатые экструдеры, лабораторные экструдеры, машины для смешивания и подачи, машины для охлаждения и гранулирования, дробильные машины и так далее.