Просмотры:9 Автор:Pедактор сайта Время публикации: 2024-05-30 Происхождение:Работает
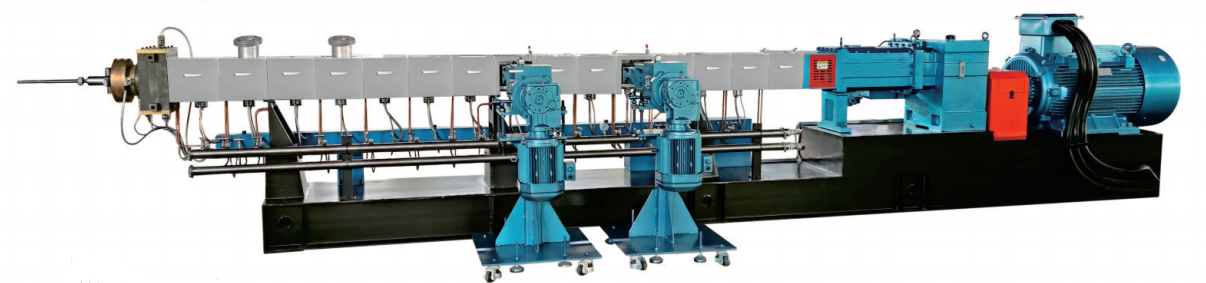
Характеристики сцепленных двухшнековых экструдеров с сонаправленным вращением
Существует много типов двухшнековых экструдеров, среди которых двухшнековый экструдер с взаимовращающимися шнеками представляет собой производственное и технологическое оборудование, широко используемое в промышленности пластмасс.Этот тип экструдера состоит из двух взаимосвязанных шнеков-«строительных блоков», цилиндра, блока питания, устройства контроля температуры и т. д. Корпус может иметь несколько портов подачи и вакуумных/невакуумных дезависимых портов.
Двухшнековый экструдер с зацеплением и сонаправленным вращением в основном имеет следующие характеристики.
(1) Два винта вращаются параллельно и в одном направлении, создавая равномерный эффект сдвига между контактирующими частями и стволом, а силу этого эффекта сдвига можно регулировать с помощью комбинации винтов, конструкции промежутков и других средств.
(2) Геометрическая форма и совместное вращение шнекового блока позволяют шнеку хорошо распределять и перемешивать материал, что делает его пригодным для операций смешивания.После того, как материал поступает в цилиндр и размягчается, поскольку двойные винты имеют противоположные направления в точке зацепления, один винт втягивает материал в зазор зацепления, а другой винт выталкивает его из зазора, поэтому материал будет выдвинут здесь одним винтом.Он переносится на другой винт и движется в направлении «∞».Это движение имеет большую относительную скорость в точке зацепления, что очень способствует смешиванию и гомогенизации материала.Кроме того, зазор в зоне зацепления очень мал, а резьбы и канавки в точке замешивания противоположны по скорости и обладают высоким эффектом сдвига, за счет чего достигается равномерная пластификация.
(3) Винт и цилиндр объединены.Существует много типов резьбовых элементов, в том числе конвейерные элементы, элементы перемешивания, срезающие элементы, элементы с обратной резьбой и нагнетательные элементы с резьбой и т. д., каждый из которых играет различную роль.В соответствии с потребностями обработки материала различные элементы комбинируются с помощью строительных блоков.Вместе и благодаря оптимизированной конструкции его можно адаптировать для обработки различных материалов технологических рецептур.
(4) Двухшнековый экструдер с сонаправленным вращением обладает реакционными способностями и представляет собой динамический реактор.После того, как материал плавится в бочке, может произойти ряд химических реакций, таких как полимеризация, прививка и т. д. Реактивную экструзионную обработку в основном используют для: полимеризации мономеров или олигомеров (свободнорадикальная полимеризация, аддитивная полимеризация, конденсационная полимеризация и сополимеризация). );контролируемое сшивание и деградация полиолефинов;привитая модификация полимеров (функционализация или поляризация полимеров для достижения цели модификации материала и получения агентов совместимости);принудительное смешивание модификации нескольких материалов.Сюда также входит физическая модификация материалов, такая как наполнение, смешивание, закалка и армирование.
(5)Основные принципы комбинации винтов
В двухшнековом экструдере шнек в основном разделен на секцию подачи, секцию плавления, секцию смешивания, секцию выпуска и секцию гомогенизации.Резьбовые компоненты в основном включают в себя транспортировку, плавку, резку, смешивание материалов, контроль времени пребывания и другие функции.Резьбовые элементы двухшнекового экструдера объединены по принципу «строительного блока».На практике их можно регулировать в соответствии с различными производственными потребностями.Таким образом, комбинация шнеков является ключом к настройке процесса двухшнековой экструзии.
Двухшнековый экструдер с зацеплением и сонаправленным вращением в основном используется для смешивания.Комбинация шнеков должна учитывать производительность и форму основных и вспомогательных материалов, порядок и положение подачи, положение выпускного отверстия, настройку температуры ствола и т. д. В то же время объекты смешивания очень сложный, и для каждого конкретного процесса смешивания требуется разумная комбинация шнеков.Несмотря на это, комбинация шнеков с сцепленными двухшнековыми экструдерами, вращающимися в одном направлении, по-прежнему имеет свои основные правила, которым необходимо следовать.
Ниже приведены несколько основных принципов комбинирования винтов.
(1) Для обеспечения плавной разгрузки в порту подачи следует использовать большую резьбу.
(2) В секции плавления следует использовать резьбу с малым шагом для создания давления, необходимого для сжатия и плавления материала.Для балансировки давления можно установить блоки для замешивания со смещенным углом 90° или использовать блоки для замешивания со смещением под углом 30°.Месильный блок осуществляет предварительное распределение и перемешивание материалов.Месильный блок следует устанавливать с середины плавильной секции.Обратите внимание, что месильный блок должен располагаться через определенные промежутки времени.
(3) Основной целью секции смешивания является разделение, измельчение и диспергирование частиц материала.Настройка резьбовых элементов в этом разделе очень сложна и требует от проектировщиков богатого практического опыта.В этом разделе для улучшения сдвига в основном используются месильные блоки со смещенными углами 45° и 60°, дополненные специальными элементами, такими как зубчатые элементы или элементы S-образной формы.
Однако будьте осторожны, не устанавливайте слишком много элементов для замешивания и сдвига и не располагайте их слишком близко, чтобы избежать чрезмерного сдвига.Кроме того, чтобы повысить производительность транспортировки материала на этом участке, резьбовые транспортирующие элементы должны быть расположены через определенные промежутки, то есть месильный блок и резьбовые транспортирующие элементы расположены в шахматном порядке друг от друга.
(4) Компонент с обратной резьбой или блок обратного перемешивания должен быть установлен перед выпускным отверстием или вакуумным отверстием, компонент с резьбой с большим шагом должен быть установлен перед выпускным отверстием или вакуумным отверстием, а компонент с резьбой с малым шагом должен быть установлен. устанавливаться после выпускного или вакуумного порта.Обработка резьбовых деталей.
(5) В секции гомогенизации шаг резьбы следует постепенно уменьшать для достижения давления и уменьшения длины секции противодавления.В то же время следует обратить внимание на использование однозаходной резьбы и резьбы с широкими ребрами для улучшения пропускной способности и предотвращения утечки материала.
Компания NANJING HAISI является профессиональным производителем грануляторов для пластика. Мы поставляем двухшнековые экструдеры, одношнековые экструдеры, экструдеры для переработки пластмасс, двухступенчатые экструдеры, лабораторное оборудование, машины для смешивания и подачи, машины для охлаждения и гранулирования, дробильные машины и так далее.