Просмотры:0 Автор:Pедактор сайта Время публикации: 2026-03-23 Происхождение:Работает
Настоящая задача в PA6 + 30% производства GF
ПА6 + 30% стекловолокно – один из наиболее распространенных составов инженерных пластиков. На бумаге это выглядит просто. На практике это не так.
Трудность заключается не в том, чтобы просто расплавить нейлон и добавить стекловолокно. Реальная проблема заключается в балансировании нескольких важнейших факторов:
Сохранение длины волокна
Стабильный крутящий момент при высокой нагрузке наполнителя
Контролируемая температура плавления
Длительная износостойкость
Если один из этих факторов упустить из виду, материал все равно может выглядеть приемлемым, но механические характеристики, стабильность обработки или срок службы машины незаметно пострадают.
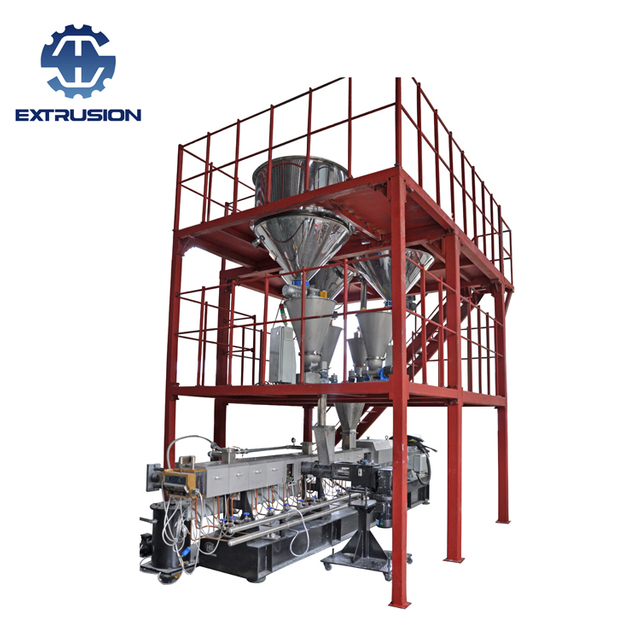
Правильная конфигурация двухшнекового экструдера определяет, будете ли вы производить гранулы технического качества или просто наполненный нейлон.
Основное и боковое кормление: почему расположение имеет значение
Стратегия кормления является первым важным решением в рецептуре PA6 + 30% GF.
Основная подача – контролируемый ввод нейлона
PA6 следует вводить через главный питатель, используя систему дозирования по потере веса. Стабильное кормление обеспечивает:
Постоянное давление расплава
Стабильный крутящий момент
Равномерное распределение волокон на более поздних стадиях процесса
Не менее важен контроль влажности. Нейлон необходимо тщательно высушить перед подачей в экструдер. Даже небольшие колебания влажности могут повлиять на вязкость расплава и конечные механические свойства.
Боковая подача – защита длины стекловолокна
Стекловолокно не следует подавать вместе с нейлоном из основного бункера.
Вместо этого короткое стекловолокно обычно добавляется через боковой питатель после полного расплавления PA6.
Почему?
Слишком раннее добавление клетчатки может вызвать несколько проблем:
Чрезмерный сдвиг
Значительный разрыв волокна
Пыль и нестабильная подача
Вводя стекловолокно в стабильную зону расплава, полимер может более эффективно инкапсулировать волокна. Результат:
Лучшая дисперсия
Улучшенное сохранение длины волокна
Для многих процессоров эта единственная настройка приводит к заметному изменению конечной производительности.
Контроль температуры и его связь с конфигурацией винта
В рецептуре PA6 контроль температуры и конструкция шнека не могут быть разделены.
PA6 обычно обрабатывается в умеренном температурном диапазоне технических пластиков, но точный профиль зависит от:
Вязкость базовой смолы
Содержание стекловолокна
Требования к пропускной способности
Если температура слишком высокая:
Может произойти деградация полимера
Стабильность цвета может быть нарушена
Крутящий момент может колебаться
Если температура слишком низкая:
Вязкость расплава увеличивается
Дисперсия стекловолокна становится неравномерной
Нагрузка на двигатель увеличивается
Вот почему конфигурация шнека должна поддерживать плавную и полную фазу плавления перед зоной боковой подачи.
Шнек не просто транспортирует материал — он создает стабильную среду расплава для интеграции волокон.
Логика конструкции винта и соотношение L/D
Хорошо спроектированный двухшнековый экструдер для стекловолокна PA6 + 30% обычно имеет следующую структуру:
1. Твердая секция транспортировки
2. Секция плавления ПА6
3. Контролируемая зона смешивания
4. Боковой порт подачи стекловолокна.
5. Секция дисперсии с низким и средним сдвигом.
6. Дополнительная вакуумная вентиляция.
7. Секция учета
Целью является не максимальный сдвиг, а контролируемое рассеивание.
Чрезмерное количество блоков для замешивания может сократить длину волокон.
Недостаточное смешивание может привести к плохому распределению волокон.
Правильный баланс зависит от фактических производственных целей.
Соотношение L/D
Для многих применений PA6 + 30% GF эффективно работает соотношение L/D около 40:1.
Более короткие конфигурации могут ограничить стабильность плавления.
Чрезмерно длинные установки могут привести к ненужному сдвигу и увеличению стоимости.
Оптимальная настройка всегда зависит от ожидаемого результата и требований к производительности.
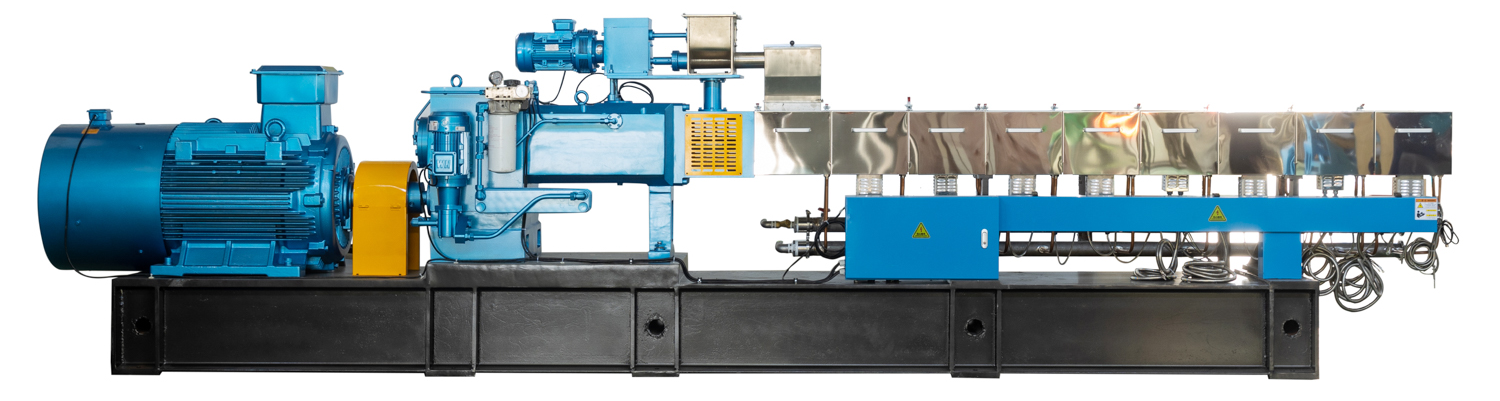
Крутящий момент и износостойкость
Нейлон, армированный стекловолокном, требует механических усилий для любой линии компаундирования.
Высокая загрузка наполнителя приводит к:
Повышенная потребность в крутящем моменте
Более высокое внутреннее давление
Повышенная механическая нагрузка на коробку передач и валы.
Двухшнековый экструдер, предназначенный для конструкционных пластмасс, должен обеспечивать достаточную плотность крутящего момента, чтобы поддерживать непрерывное производство 30% стекловолокна, не работая при этом на пределе своих возможностей.
Защита от износа
Стекловолокно обладает высокой абразивностью.
Со временем оно изнашивается:
Винтовые элементы
Вкладыши ствола
Для долгосрочного производства настоятельно рекомендуется использовать повышенные износостойкие материалы.
Многие производители процессоров вначале недооценивают этот фактор, а позже обнаруживают, что затраты на обслуживание компенсируют первоначальную экономию.
Типичные применения PA6 + 30% стекловолокна
Армированный стекловолокном PA6 широко используется в:
Компоненты автомобильной конструкции
Электрические и электронные корпуса
Промышленные кронштейны и механические опоры
Заявки на замену металла
Для предприятий по производству литья под давлением, уже перерабатывающих материалы из полиамида, собственное производство нейлоновых компаундов может стать стратегическим шагом:
Лучший контроль затрат
Гибкая настройка рецептуры
Снижение зависимости от внешних поставщиков
Однако переход от литья под давлением к компаундированию требует более глубоких знаний процессов, особенно в:
Стратегия кормления
Конфигурация винта
Заключительные мысли
Производство гранул из стекловолокна PA6 + 30% не связано с агрессивным смешиванием или максимальной производительностью.
Речь идет о достижении правильного баланса между:
Стабильность кормления
Правильное время добавления волокна
Сбалансированная конфигурация винта
Надежный крутящий момент
Длительная износостойкость
Когда эти факторы совпадают, производство становится предсказуемым.
Когда этого не происходит, проблемы появляются медленно — часто в форме:
Нестабильные механические свойства
Увеличение затрат на техническое обслуживание
Каждый проект ГФ PA6 + 30% имеет свои собственные цели обработки. Ключевым моментом является соответствующая настройка двухшнекового экструдера.
Если вы подумываете о запуске или оптимизации процесса производства нейлонового стекловолокна, именно конфигурация машины – это то, с чего начинается реальная производительность.
Компания NANJING HAISI является профессиональным производителем машин для компаундирования стекловолокна. Мы поставляем двухшнековые экструдеры, одношнековые экструдеры, экструдеры для переработки пластмасс, двухступенчатые экструдеры, лабораторные экструдеры, машины для смешивания и подачи, машины для охлаждения и гранулирования, дробильные машины и так далее.