Просмотры:5 Автор:Pедактор сайта Время публикации: 2024-12-05 Происхождение:Работает
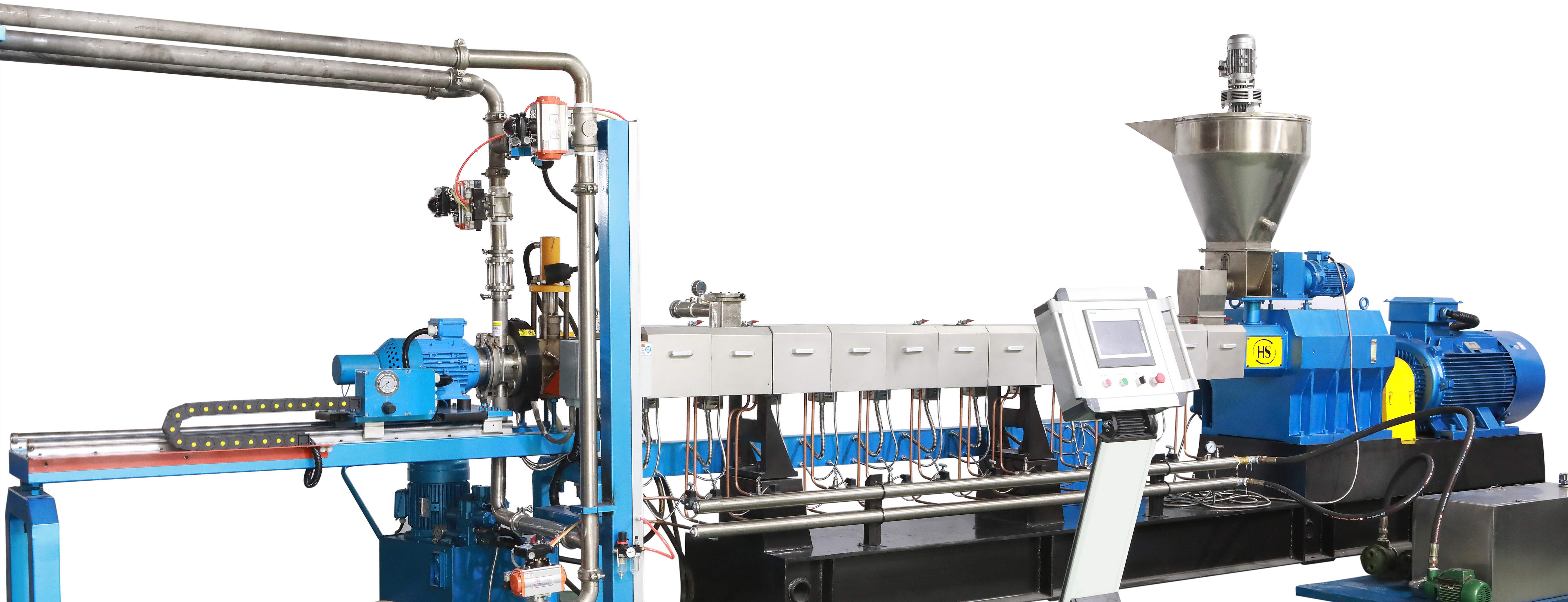
1. Высокоскоростной энергетический двухшнековый экструдер.
Достижения в конструкции двухшнековых экструдеров с высокоскоростным вводом энергии (HSEI) открывают новые возможности для рецептур термопластичных эластомеров/термопластичных полиолефинов/термопластичных полиуретанов/термопластичных вулканизатов (TPE/TPO/TPU/TPV). В это семейство обычно входят пластмассы и каучуки, смешанные с наполнителями, волокнами, добавками, жидкостями и реагентами. Сырьевые материалы бывают самых разных форм, включая гранулы, порошки, куски, ленты, волокна и жидкости – и их всегда необходимо дозировать при подаче в технологическую секцию экструдера. Как и где дозируется сырье, определяется множеством факторов и общей рецептурой.
Целью всегда является получение хорошо перемешанного и/или реакционноспособного потока расплава. Однако даже это только полдела, поскольку поток расплава необходимо охладить, а затем сформировать в конечный продукт, часто в гранулы для термопластавтоматов или одношнековых экструдеров. Прямая экструзия листов или профилей обходит этот этап. Таким образом, становится возможным поточное формование.
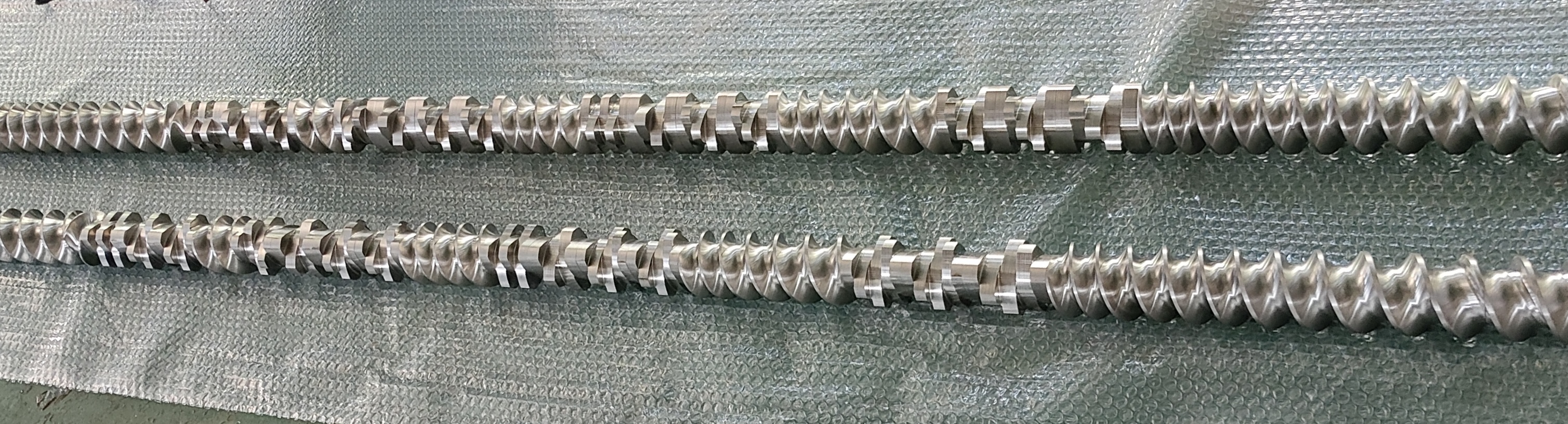
Высокоскоростные двухшнековые экструдеры с подачей энергии часто страдают от недоподачи, а производительность экструдера определяется питателем. Скорость вращения шнеков двухшнекового экструдера контролируется индивидуально. Для гранул и порошков используются одношнековые и двухвинтовые шнеки. При подаче нескольких потоков сырья обычно используются питатели с потерей веса. Для потоков жидкого сырья (т.е. нефти или сверхкритической реакционной жидкости) используются плунжерные или шестеренные насосы в зависимости от вязкости жидкости. Жидкостные системы можно нагревать или хранить при комнатной температуре. Подача резиновых материалов часто является довольно сложной задачей. Размер сырья должен быть меньше глубины полета шнека.
Например, двухшнековый экструдер с диаметром шнека 77,5 мм будет иметь глубину полета примерно 15 мм. Очевидно, что невозможно подать тюк резины в экструдер целиком и необходимо изменить его форму; устройство подачи должно точно дозировать его при входе в технологическую секцию экструдера. Используются различные методы, включая дробление и измельчение резины на куски, которые можно измерить шнеком. Резиновые полоски, поступающие в технологическую секцию двухшнекового экструдера, также можно дозировать. Некоторому количеству резины дают расплавиться перед закачкой в экструдер. Обычной практикой является использование специального одношнекового экструдера, оснащенного шестеренчатым насосом для регулирования и дозирования каучука, поступающего в двухшнековый экструдер.
Ниже кратко описаны несколько примеров процессов/приложений, связанных с этим.
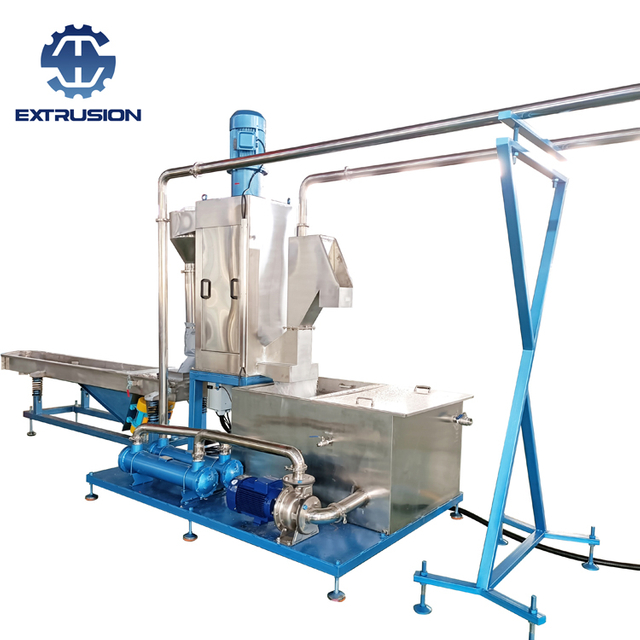
2. Система реактивной экструзии ТПУ с водонаполненным гранулятором.
Поток жидкого сырья в экструдер дозируется прецизионными дозирующими насосами с использованием расходомеров или контроля/контроля потери веса.
Соотношение L/D двухшнекового экструдера обычно составляет 40/1-52/1, что позволяет потоку сырья сохранять достаточное время пребывания в технологической секции двухшнекового экструдера. Конструкция больше ориентирована на распределительное смешивание, чем на дисперсионное смешивание, с выбором шнековых элементов для управления интимным перемешиванием с низким пиковым сдвигом. Обычно указывается использование «гребенок» или других подобных распределительных смесительных элементов, а скорость подачи и скорость шнеков двухшнекового экструдера могут контролировать время пребывания, необходимое для ускорения реакции и распределения времени пребывания.
Двухшнековый экструдер сочетается с подводным гранулятором, который прокачивает расплав ТПУ через круглую головку и разрезает его на гранулы с помощью вращающихся лопастей, погруженных в воду. Водную суспензию гранул затем транспортируют во вращающуюся сушилку для обезвоживания. Система может производить сферические гранулы, разрезанные в подводной среде.
3. Лист ТПЭ/ТПО для прямой экструзии.
Сочетание компаундирования/выведения летучих материалов с прямой экструзией листов с использованием высокоскоростного двухшнекового экструдера с подводом энергии представляет собой техническую проблему. Такая система требует сочетания тщательного перемешивания и непрерывной перекачки материалов. В реальном производстве двухшнековые экструдеры часто смешивают гранулы полиэтилена/полипропилена с предварительно смешанными резиновыми смесями. Пластификаторы впрыскиваются в технологическую секцию экструдера, а наполнители (например, тальк или волокна) добавляются в следующую секцию цилиндра с помощью боковых наполняющих устройств. В результате можно получить полезные конечные продукты, в том числе кровельные мембраны из ТПО и/или листовую продукцию с высоким содержанием масла.
Системы прямой экструзии сочетают в себе оборудование для обработки и подачи материала, двухшнековый экструдер с недостаточной подачей и шестеренчатый насос, соответствующий головке. Температура расплава играет важную роль, и система более сложна, чем система гранулирования. В частности, программируемый логический контроллер (ПЛК) выполняет алгоритм управления давлением, который анализирует входные данные в ключевых точках системы, выполняет численные расчеты и изменяет скорость шнека, шестеренный насос и скорость подачи, чтобы поддерживать постоянное давление на входе в матрицу. Система «матрица/последующая часть» аналогична одношнековому экструдеру, обрабатывающему предварительно смешанные гранулы.
4. Механизм подачи TPV и резиновой ленты
Перед добавлением каучука полипропиленовые гранулы подаются в загрузочный порт двухшнекового экструдера, дозируются и плавятся. Резиновые пряди можно дозировать с помощью экструзионной системы с внутренним шестеренчатым насосом Planetruder, которая сочетает в себе одношнековый экструдер (например, экструдер со штифтом) со встроенным шестеренчатым насосом. Полипропилен и каучук тщательно перемешиваются, а затем впрыскивается сшивающий агент. Вакуумная вытяжка помогает удалить летучие вещества из материала перед подачей давления в матрицу для гранулирования или шестеренный насос для прямой экструзии.
5. ТПО и подача длинных волокон и последующий лист/профиль
Для продуктов из ТПО с длинными волокнами первые 24 л/сутки технологической секции двухшнекового экструдера предназначены для подачи/смешивания каучука, полимера, минералов и жидкостей. Волокнистый ровинг добавляется в поток расплава, а распределительные смесительные элементы используются для защиты длины волокна и оптимизации физических свойств конечного продукта.
Помимо длины волокна, важно также «смачивать» волокно, что делает двухшнековый экструдер идеальным для выполнения этого балансирующего действия. Если пучок волокон раскрыт не полностью, волокно будет очень длинным, но его физические свойства будут очень плохими, поскольку волокно не смачивается. Короткие одновинтовые насосы с глубокой резьбой и конструкциями без сжатия часто используются для обеспечения стабильного давления на входе в головку на низких скоростях. Использование аналогичной конфигурации системы двухшнекового экструдера в составе поточной системы формования типично для автомобильных деталей.
Достижения в области двухшнековых экструдеров открывают возможности для обработки, чувствительной к сдвигу или ограниченной крутящим моментом и/или температурой. Независимо от рецептуры и/или конечного продукта, переработчикам важно понимать и использовать новейшие технологии для достижения успеха.
NANJING HAISI является профессиональным производителем экструдеров для пластика. Мы поставляем двухшнековые экструдеры, одношнековые экструдеры, экструдеры для переработки пластмасс, двухступенчатые экструдеры, лабораторные экструдеры, машины для смешивания и подачи, машины для охлаждения и гранулирования, дробильные машины и так далее.