Просмотры:0 Автор:Pедактор сайта Время публикации: 2022-12-27 Происхождение:Работает
1. Значение маслопоглощения
Величина маслопоглощения также называется адсорбцией смолы, которая является показателем поглощения смолы наполнителем.В практических применениях большинство наполнителей используют значение маслопоглощения в качестве индикатора, позволяющего приблизительно предсказать потребность наполнителя в смоле.Для наполнителей с одинаковыми частицами значение маслоемкости частиц наполнителя с пустотами выше, чем у частиц наполнителя без пустот, поэтому количество наполнителей с малой маслоемкостью в смоле может быть увеличено.
Величина маслоемкости имеет определенное руководящее значение при выборе наполнителей и напрямую влияет на стоимость и технологические характеристики формовочных масс.Значение маслоемкости наполнителя высокое, и он может «съесть» смолу в несколько раз, а то и в десятки раз собственную цену, что практически удорожает материал.По мере увеличения значения маслопоглощения увеличивается вязкость смолы, что серьезно влияет на пропитку ею волокон и даже изменяет реологические свойства формовочной массы, ухудшая характеристики ее процесса формования.Поэтому для увеличения содержания наполнителей в формовочных смесях.Выбранная набивка лучше с более низким значением поглощения масла.
Для снижения гигроскопичности наполнителя к смоле и увеличения количества используемого наполнителя следует проводить поверхностную обработку наполнителя.
2. Размер и распределение частиц
Частицы являются основной единицей наполнителей.Размер частиц наполнителя обычно классифицируют по процентному соотношению, определяемому количеством сит.Поскольку 99,8% частиц проходят через сито с размером ячеек 127,95 (325 меш), крупность этого наполнителя называется 325 меш.В соответствии с сеткой сетки крупность наполнителя также выражается в микронах.Если расстояние между металлическими нитями, составляющими сетчатый экран, равно 44 мкм, то наполнитель, проходящий через сетчатый экран, также можно назвать наполнителем диаметром 44 мкм.Частицы диаметром более 44 мкм не могут пройти через сетчатый экран, но частицы меньше 44 мкм могут пройти через сетчатый экран и смешаться друг с другом.Поэтому размеры частиц используемых наполнителей фактически разные.
Существует два требования к размеру частиц наполнителя: первое — средний размер частиц;другой - распределение частиц по размерам.Как правило, средний размер частиц должен составлять около 5 мкм, максимальный размер частиц не должен превышать 20 мкм, а поверхность частиц должна быть гладкой.Частицы размером более 20 мкм отрицательно влияют на характеристики продукта.Размер частиц наполнителя находится в определенной зависимости от величины маслоемкости.Более крупные частицы, средний размер частиц составляет 8 мкм, общая площадь поверхности наполнителя мала, значение маслопоглощения также низкое, смола легко пропитывается и может быть добавлена в большом количестве, например, кальций. карбонат, диоксид кремния и грубый тальк.
Более мелкие наполнители, наполнители со средним размером частиц 5 мкм или меньше, имеют большую площадь поверхности и показатель маслопоглощения, что увеличивает вязкость смоляной системы с заданным количеством наполнителей, а добавляемое количество должно быть небольшим, например, каолин, мелкий тальк, осажденный карбонат кальция и т. д. Распределение частиц по размерам также оказывает важное влияние на применение наполнителя.Если распределение частиц наполнителя по размерам широкое, более мелкие частицы могут быть внедрены в частицы среднего размера, а частицы среднего размера также могут быть внедрены в более крупные частицы, так что наполнитель может быть расположен относительно плотно, поэтому что для заполнения промежутков между частицами можно использовать только минимальное количество смолы.Заполнение частиц соответствующим количеством смолы (не слишком большим, чтобы не отделять частицы) является наиболее рентабельным с экономической точки зрения и в то же время обеспечивает наилучшие механические свойства.
3. Объем заполнения
Многие наполнители являются очень дешевым сырьем, что может значительно снизить стоимость формовочных материалов и изделий из них, поэтому люди часто надеются добавить как можно больше наполнителей в формовочные материалы, чтобы повысить скорость наполнения наполнителей.Однако различные типы, размер частиц и диспергируемость наполнителей будут влиять на текучесть смеси смол, что влияет на добавление различных наполнителей.На самом деле, скорость наполнения имеет прямую связь со значением маслопоглощения.При условии постоянной вязкости, чем меньше значение, тем выше скорость наполнения.Конечно, фактическая скорость наполнения ограничена, и невозможно достичь максимальной скорости наполнения.
При рассмотрении скорости наполнения количество должно определяться в соответствии с вязкостью смеси смолы и значением маслопоглощения наполнителя.Для наполнителей с высоким показателем маслопоглощения поверхность может быть обработана химически.После обработки наполнителя показатель маслопоглощения может быть значительно снижен, а добавляемое количество может быть увеличено.Хотя обработка поверхности наполнителя увеличивает стоимость, стоимость снижается больше из-за увеличения объема наполнения, поэтому в конечном итоге стоимость все же может быть снижена.
4. Тиксотропность
Тиксотропия — физическое явление, то есть при воздействии на материал напряжения его вязкость значительно уменьшается, а при прекращении действия материал возвращается к исходной вязкости.Для тиксотропных чувствительных материалов под действием формовочного давления вязкость материала будет слишком низкой, потери материала будут большими, и даже смола и армирующий материал будут разделены.При высоком содержании наполнителя должна быть достигнута умеренная степень тиксотропии.
5. Комбинация наполнителей
В процессе использования два или более видов наполнителей также можно смешивать, чтобы учиться друг у друга для получения более идеального эффекта.Эта комбинация может быть комбинацией различных типов наполнителей или комбинацией различных типов, тонкости помола или различных показателей маслопоглощения.Например, сочетание низкого значения маслопоглощения и наполнителя с высокой текучестью может обеспечить высокое содержание наполнителя и хорошую текучесть во всей системе.
Большое влияние на усадку изделия оказывают вид, размер частиц и дозировка наполнителя.Как правило, количество наполнителя велико, а скорость усадки низкая.Изменением типа и количества наполнителя можно регулировать вязкость формовочной массы, контролировать процесс формования материала и получать удовлетворительные формованные изделия.Сочетая различные факторы, вы должны выбрать низкую относительную плотность, низкий показатель маслопоглощения, широкое распределение частиц по размерам (1-20 мкм), средний размер частиц около 5 мкм, низкое содержание влаги и отсутствие эффекта измельчения (в противном случае форма будет изнашиваться во время обработки). , недорогой наполнитель.
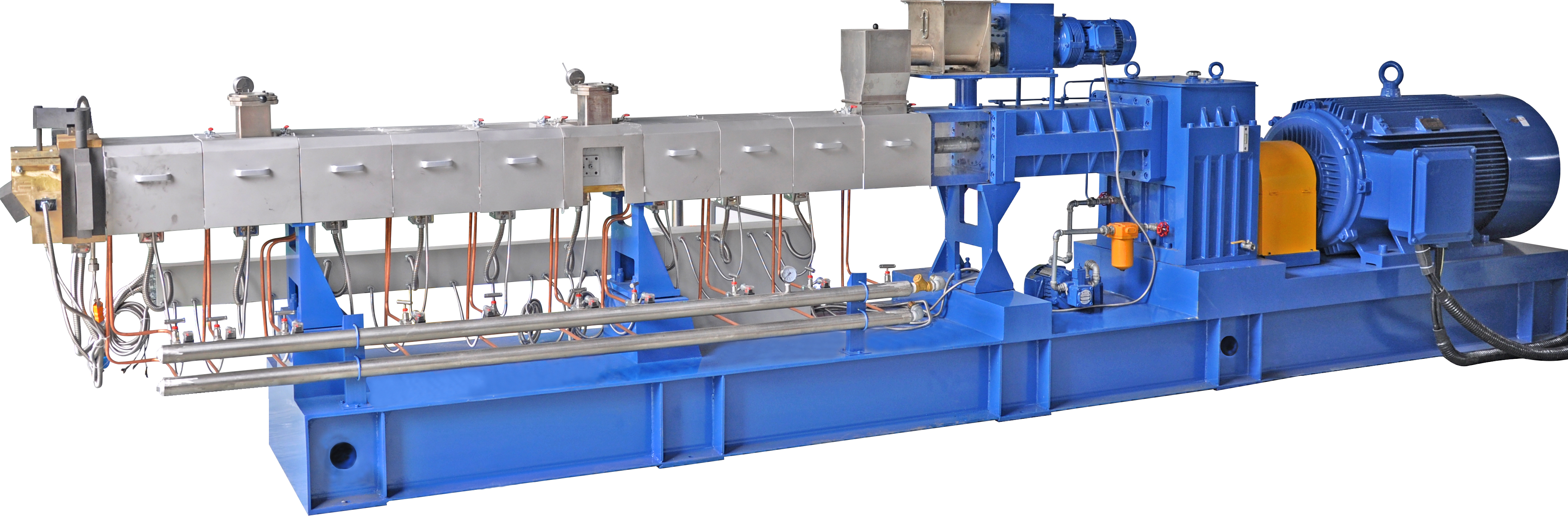
Nanjing Haisi поставляет двухшнековый экструдер для производства маточной смеси наполнителя.
Любой интерес, пожалуйста, не стесняйтесь обращаться к нам!