Просмотры:0 Автор:Pедактор сайта Время публикации: 2025-03-10 Происхождение:Работает
Во время процесса осадки TPE переполнение материала в выхлопном отверстии влияет на эффективность производства и качество продукции. Ниже приведены возможные причины и соответствующие меры профилактики:

1. Оптимизация конфигурации и настройки оборудования
1.1 Соответствующая скорость кормления с основной скоростью экструдера
Неровный перенос материала в винте может вызвать переполнение материала.
Скорость кормления и основная скорость экструдера должны быть должным образом установлены в соответствии с характеристиками пластификации и экструзии TPE. Обеспечение того, чтобы скорость кормления соответствовала основной скорости экструдера, предотвращает непоследовательную перенос материала в винте.
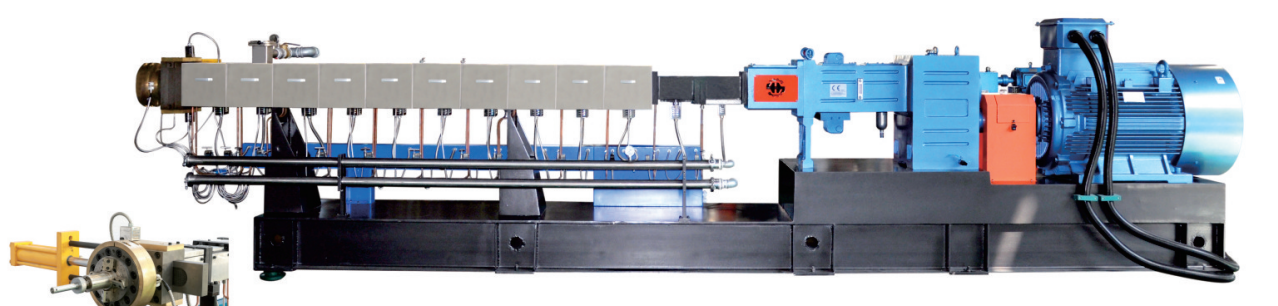
1.2 Регулировка зазора между винтом и стволом
Проверьте зазор между винтом и стволом, чтобы убедиться, что он подходит. Чрезмерный зазор может уменьшить силу сдвига, что приводит к неполной пластификации материала.
1.3 Установка обратных элементов передачи или обратных заинтересованных блоков
Обратные элементы передачи или обратные заинтересованные блоки должны быть установлены вблизи вакуумной зоны и выпускного отверстия винта, чтобы уменьшить давление в винтовом канале и минимизировать переполнение материала.
2. Точный контроль температуры
2.1 Избегание чрезмерно низких или высоких температур обработки
Если температура обработки слишком низкая, материал не может быть полностью пластифицирован. И наоборот, если температура слишком высока, материал может стать чрезмерно жидкой, что приводит к скольжению винта, оба из которых могут привести к переполнению материала. Температура от зоны кормления до естественной выхлопной зоны должна быть установлена на основе характеристик пластификации и требований к экструзии TPE.
Температура головки матрица является ключевым фактором, влияющим на пластизацию TPE и экструзию. Если температура головки матрицы слишком низкая, пластифицированный материал может остыть и засорять матрицу, в конечном итоге приводит к переполнению материала в выхлопном отверстии. Соответствующее повышение температуры головки матрица может помочь предотвратить переполнение.
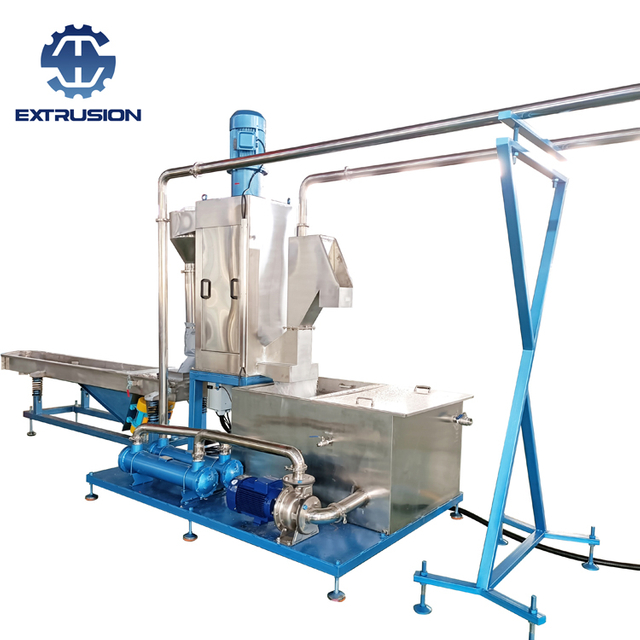
3. Укрепление управления фильтрами
3.1 Регулярная замена или очистка фильтра
Фильтр является важнейшим компонентом пеллетизационной машины, ответственной за фильтрацию примесей и непластичных частиц. Со временем фильтр может быть забит, что приводит к переполнению материала в выхлопном отверстии.
Регулярно осматривайте состояние фильтра и незамедлительно заменяйте или очищают засоренные фильтры.
3.2 Использование фильтров с соответствующим размером диафрагмы
Выберите фильтры с подходящими размерами диафрагмы, чтобы повысить эффективность фильтрации и предотвратить засорение, что может способствовать переполнению материала.
Внедряя эти стратегии оптимизации, производители могут эффективно уменьшить переполнение материала в выхлопном порту, обеспечивая стабильную производство и высококачественные гранулы TPE.
Nanjing Haisi является профессиональным производителем пластиковой линии пеллетов, мы поставляем двадневный экструдер винта, один винтовой экструдер, пластиковый экструдер, двухступенчатый экструдер, лабораторный экструдер, смешивание и кормление, охлаждающая и шатанная машина, машина для дробления и так далее.