Просмотры:12 Автор:Pедактор сайта Время публикации: 2024-08-22 Происхождение:Работает
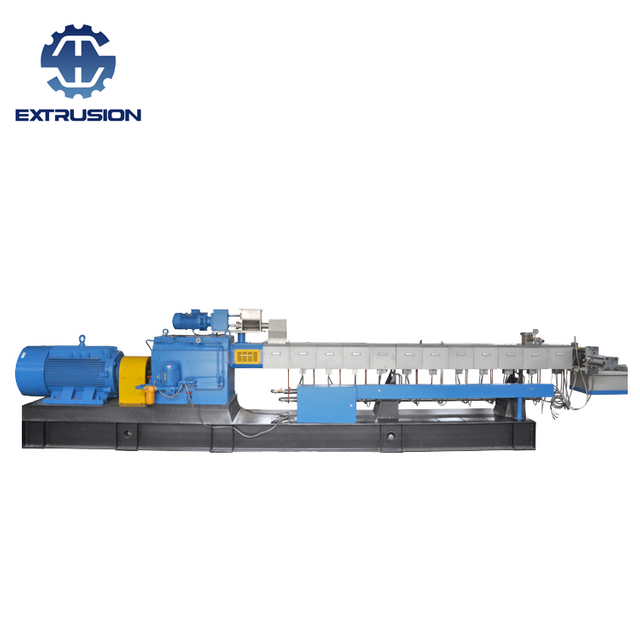
Конструкция двухшнекового экструдера очень похожа на структуру одношнекового экструдера, но принцип его работы сильно отличается. В одношнековом экструдере транспортировка материала зависит от сопротивления трения и вязкости материала, поэтому распределение времени пребывания шире.
Напротив, транспортировка материала в двухшнековом экструдере основана на положительном смещении шнека, поэтому распределение времени пребывания уже. Сырье двухшнекового экструдера подается через загрузочный порт с помощью дозирующего питателя. Некоторые добавки (например, стекловолокно) необходимо добавлять через загрузочное отверстие в середине цилиндра и транспортировать к головке с помощью шнека.
Во время этого процесса движение материала варьируется в зависимости от метода шнекового зацепления и направления вращения. В этой статье будут представлены конкретные различия в их принципах работы с этой точки зрения.
Как работает двухшнековый экструдер?
Сначала мы рассмотрим применение двухшнекового экструдера в области пластмасс в качестве примера, чтобы кратко представить принцип работы двухшнекового экструдера. Затем мы конкретно представим их различия с точки зрения «различных методов зацепления винтов и направлений вращения».
Принцип работы двухшнекового экструдера следующий:
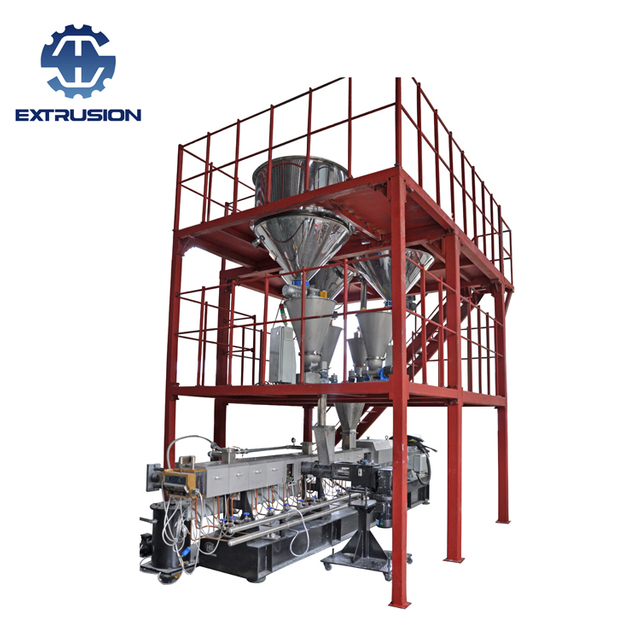
1. После запуска двухшнекового экструдера пластиковые гранулы или порошок сначала подаются в шнековый паз через систему подачи. Система подачи обычно состоит из загрузочного порта, питателя, бункера и подающего шнека. Пластиковое сырье равномерно подается к подающему шнеку за счет вибрации бункера или вращения питателя.
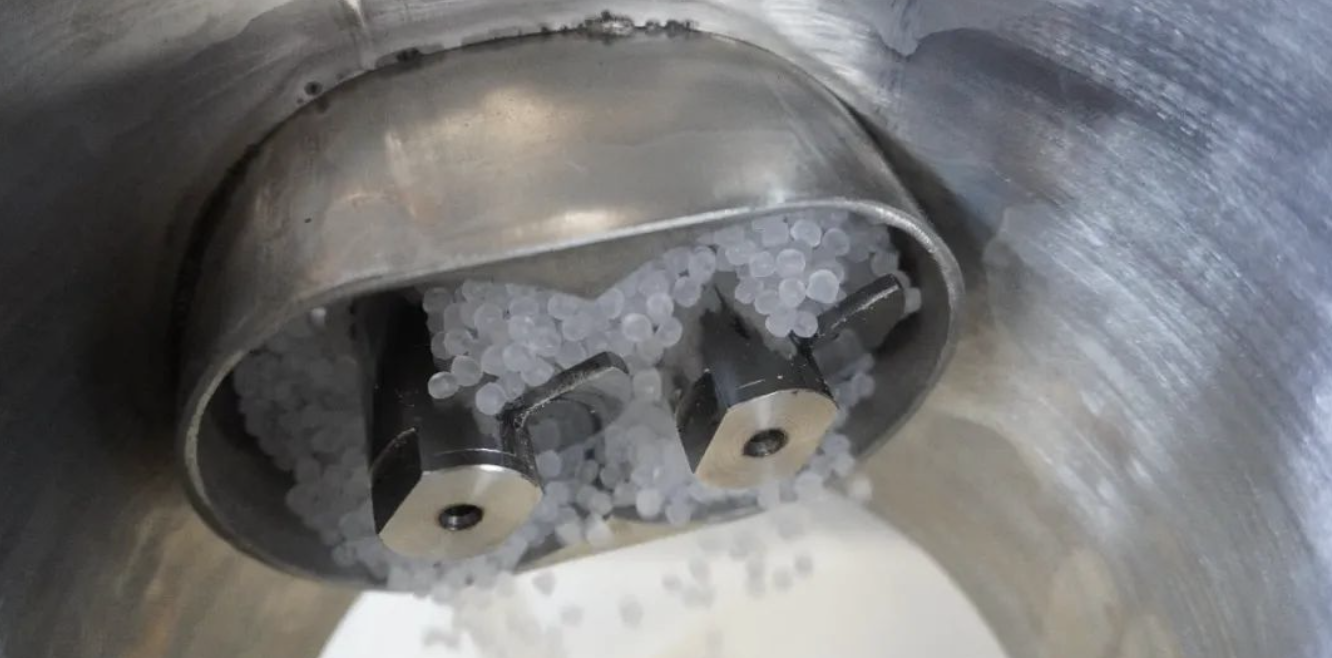
2. После того, как пластиковое сырье попадает в канавку винта, двойной винт начинает вращаться. Контролируя шаг и глубину винтовой канавки, пластиковое сырье продвигается от переднего конца к заднему. В процессе толкания пластиковое сырье сжимается внешней стороной цилиндра и винтовой канавкой, создавая силу сдвига и трение. Это вызывает высокоскоростное трение и нагрев пластикового сырья. Система нагрева обеспечивает дополнительную тепловую энергию для постепенного плавления пластикового сырья в расплав термопласта.
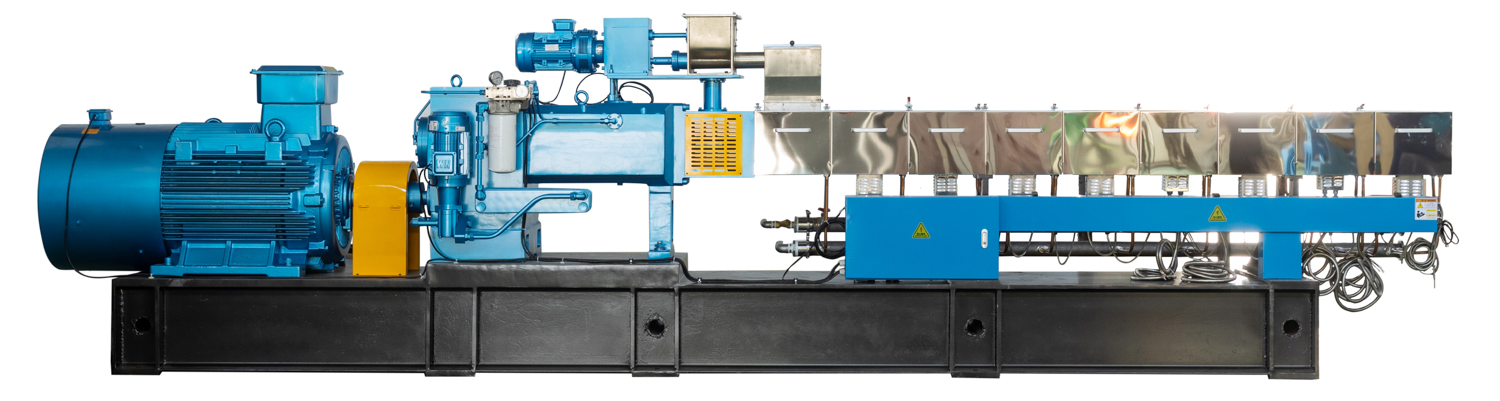
3. Процесс экструзии: когда расплавленный пластик достигает определенного уровня, он поступает в секцию экструзии цилиндра. Эта секция обычно состоит из расширенной винтовой канавки и экструзионной головки. В секции экструзии расстояние между винтовыми канавками постепенно уменьшается, а создаваемое давление становится все больше и больше, что еще больше способствует плавлению пластика. Экструзионная головка придает расплавленному пластику необходимое поперечное сечение и длину с помощью специальных структур и каналов. Выход экструзии обычно оснащен системой охлаждения для быстрого охлаждения и затвердевания расплавленного пластика.
Система управления играет жизненно важную роль в работе двухшнекового экструдера. С помощью системы управления такие параметры, как подача, скорость шнека, температура и давление, можно контролировать и регулировать в режиме реального времени, чтобы обеспечить стабильность и управляемость процесса экструзии. Система управления также может регулировать скорость, температуру и форму шнека в соответствии с требованиями продукта для достижения идеального эффекта экструзии.
NANJING HAISI является профессиональным производителем экструдеров для пластика. Мы поставляем двухшнековые экструдеры, одношнековые экструдеры, экструдеры для переработки пластмасс, двухступенчатые экструдеры, лабораторные экструдеры, машины для смешивания и подачи, машины для охлаждения и гранулирования, дробильные машины и так далее.