Просмотры:0 Автор:Pедактор сайта Время публикации: 2025-05-26 Происхождение:Работает
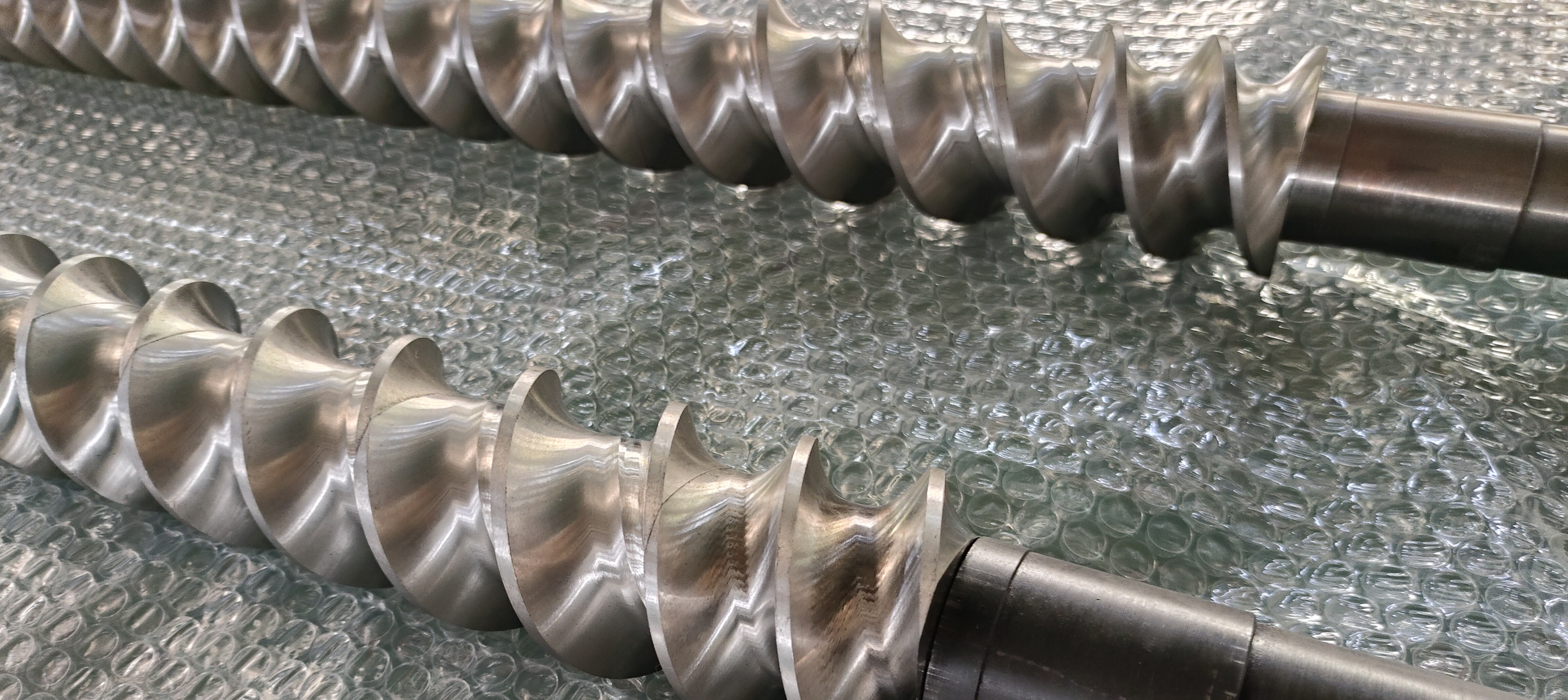
В качестве основного куска оборудования в пластиковой обработке ключ экструдера с двумя скважинами заключается в конфигурации его винтовых элементов. Различные типы и расположение винтовых резьбов приводят к значительно варьированным эффектам обработки и конечному качеству продукта.
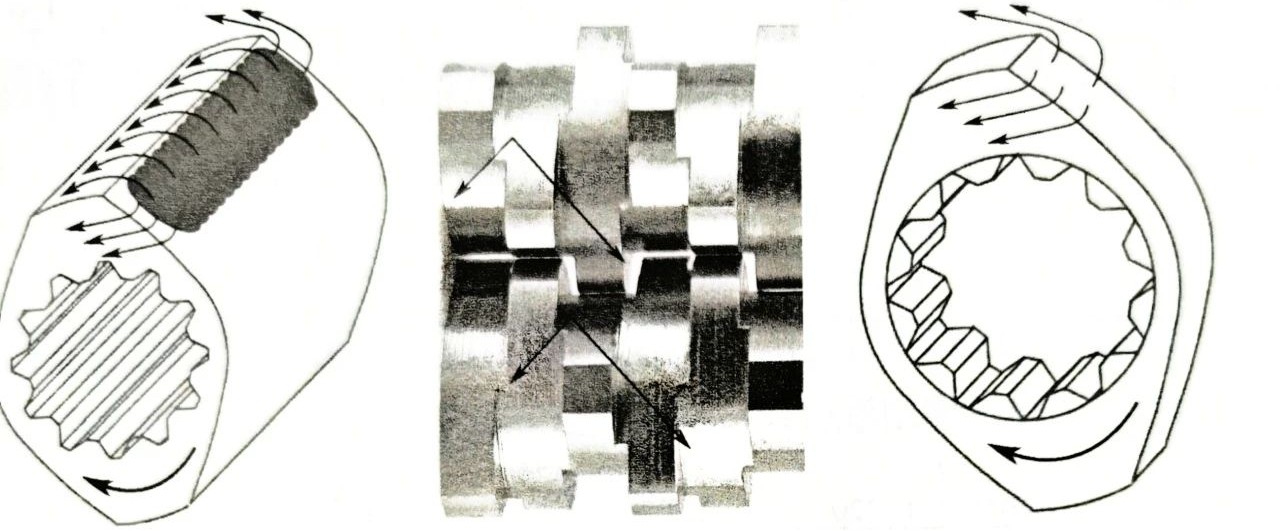
Типы винтовых элементов
Основываясь на их функции, винтовые элементы могут быть классифицированы как передача элементов, замесительные элементы и смешивающие элементы, каждый из которых с разными формами и целями в дизайне.
Среди замесительных блоков шаг винта играет важную роль. Более широкие замесительные блоки приводят к меньшему количеству утечки и оказывают более сильное дисперсионное сдвиг на материал. Узкие винтные элементы, с другой стороны, способствуют лучшему распределению материала, поскольку они позволяют переполнять боковой переполнение во время сжатия.
Конфигурация винта двухквартирного экструдера, как правило, делится на пять функциональных зон:
1. Зона внедрения 2. Зона отображения 3. Зона смешивания 4. ВВЕДЕНИЯ.
Каждый функциональный раздел требует индивидуальной комбинации винта для достижения конкретных целей обработки:
1. ПЕРЕДАТЬ ЗАМА
Транспортирует материалы при предотвращении обратного потока или переполнения.
2. Зона плавления
Обеспечивает тщательное плавление и гомогенизацию посредством теплопередачи и сдвига.
3. Зона смешивания
Далее уменьшает размер материалов компонентов и увеличивает их равномерное распределение. Это обеспечивает как распределительное, так и дисперсионное смешивание для идеальной структуры материала.
4. Вентиляционная зона
Удаляет влагу, низкомолекулярные летучие вещества и другие примеси.
5. Зона измерения (гомогенизации)
Укалывает давление и уплотняет расплав, чтобы обеспечить последовательную экструзию и пеллези, а также помогая в последнем смешивании.
Принципы конфигурации винта
Макет винта должен учитывать свойства материала, последовательность кормления и положение, местоположение вентиляционного порта и т. Д. Принципы конфигурации ключей включают в себя:
1. Перекрытие секции
Используйте большие передачи, чтобы расставить приоритеты в области пропускной способности материала, сократить время пребывания и минимизировать деградацию.
2. Секция
Включите элементы обратной нагрузки или прямое замесительные блоки в сочетании с элементами обратной нагрузки, чтобы облегчить плавление.
3. Раздел и дисперсионный раздел
Сокращение зазора между винтовыми полетами и увеличение количества резьбов повышает среднюю скорость сдвига, повышая производительность смешивания. Угол отшельника между замесительными блоками является критическим фактором, влияющим на их эффективность.
4. Секция (гомогенизирующий) раздел
Используйте резьбы с небольшим шагом, которые постепенно уменьшаются в размере. Они улучшают наращивание давления, качество плавления и стабильность экструзии.
Конфигурация винтовых элементов в двухквартирных экструдерах значительно влияет на производительность обработки и качество продукта. Это требует накопленного опыта и практических знаний для эффективной оптимизации этих комбинаций.
NANJIN HAISI является профессиональным производителем пластикового экструдера, мы поставляем линию двухквартирной экструзии, линию экструзии с одним винтом, линию экструзии пластиковой рециркуляции, двухэтапной линии экструзии, лабораторной линии экструзии лабораторной масштаба, машиной для смешивания и кормления, охлаждающей и шаймальной машиной, дробильной машиной и т. Д.









