Просмотры:0 Автор:Pедактор сайта Время публикации: 2024-09-19 Происхождение:Работает
В процессе модификации пластика часто необходимо смешивать основные материалы, такие как синтетические смолы, с необходимыми вспомогательными материалами (такими как минеральный порошок, стекловолокно) и добавками (такими как пластификаторы, антипирены, антиоксиданты, зародышеобразователи и т. д.). ) в определенном соотношении и поступают в экструдер для компаундирования. Этот процесс смешивания по формуле называется пластической компаундацией. Производство пластиковых компаундов можно проследить до рождения целлулоида в 1870 году. С тех пор, с развитием технологий окраски, смешивания, наполнения, армирования и других модификаций пластмасс, технология компаундирования различных обычных пластиков и конструкционных пластиков также была улучшена. К концу 1970-х годов 60% термопластов в мире необходимо было компаундировать перед переработкой в специальные материалы или даже изделия, изготавливаемые одноразовым формованием. В то же время, исследования и разработки различного оборудования для компаундирования (двойные шнеки совместного вращения, одиночные шнеки с возвратно-поступательным движением, смесители непрерывного действия и т. д.) также достигли большого прогресса.
Раньше оборудование для смешивания было периодического типа, что требовало последовательного смешивания нескольких материалов. Из-за различных недостатков оборудования периодического смешивания в 1972 году американская компания выпустила первое в мире поколение оборудования непрерывной подачи, которое позже превратилось в весы с потерей веса (взвешивание). В процессе непрерывного смешивания и экструзии различное сырье можно добавлять непрерывно и синхронно, а скорость добавления различного сырья зависит от соответствующего соотношения (формулы) для получения достаточной точности.
В настоящее время, с ростом требований к качеству продукции, рабочей среде и автоматизации, применение весов с потерей веса становится все более распространенным. Подсчитано, что доля производственных линий двухшнековых экструдеров, оснащенных весами с потерей веса, на внутреннем рынке постепенно увеличивается, примерно на 10-20%, но общая доля все еще очень низка, в то время как доля в развитых странах составляет 60-70% и выше. Ожидается, что рыночный спрос на весы для похудения будет взрывным в ближайшие несколько лет.

Принцип весов с потерей веса
Весы с функцией потери веса используют весовой бункер и весь механизм подачи в качестве корпуса весов для взвешивания. Когда материал вытекает из весов для измерения потери веса, система управления собирает сигнал веса корпуса весов с высокой скоростью и высокой частотой, чтобы получить уменьшение веса материала в весовом бункере в единицу времени. Затем с помощью уникальной обработки фильтрации и оптимизации TRUSTAR определяется фактическая скорость потока весов для измерения потери веса. В то же время система управления сравнивает эту скорость подачи с заданной заданной скоростью, вычисляет результат сравнения и передает его обратно в механизм подачи весов для автоматической коррекции скорости подачи механизма подачи. формирование регулирования по замкнутому контуру, так что фактический расход бесконечно близок к заданному расходу, тем самым удовлетворяя требованиям управления.
Рабочий процесс
1. Сначала склад сырья клиента загружает бункер весов потери веса. Когда система обнаруживает, что материал добавлен в заданное положение, процесс подачи автоматически останавливается;
2. После завершения кормления начинают работать шкалы потери веса. Во время работы весов весов датчик взвешивания собирает данные о расходе в режиме реального времени и отправляет их на контроллер весов для обработки. После расчета обработанные в реальном времени данные передаются на сенсорный экран для отображения на экране и передачи данных, а скорость двигателя, с другой стороны, контролируется для достижения цели регулировки расхода в реальном времени;
3. Во время работы весов для потери веса материал в бункере весов для потери веса постепенно уменьшается. Когда материал в бункере весов потери веса падает до установленного диапазона подачи, модуль вывода Siemens управляет подающим устройством, чтобы начать подачу. В то же время весы для измерения потери веса работают в режиме точного объема, что обеспечивает стабильный и точный поток.
Благодаря возвратно-поступательному действию вышеупомянутых звеньев весы с потерей веса могут непрерывно и точно подавать и выводить материалы.

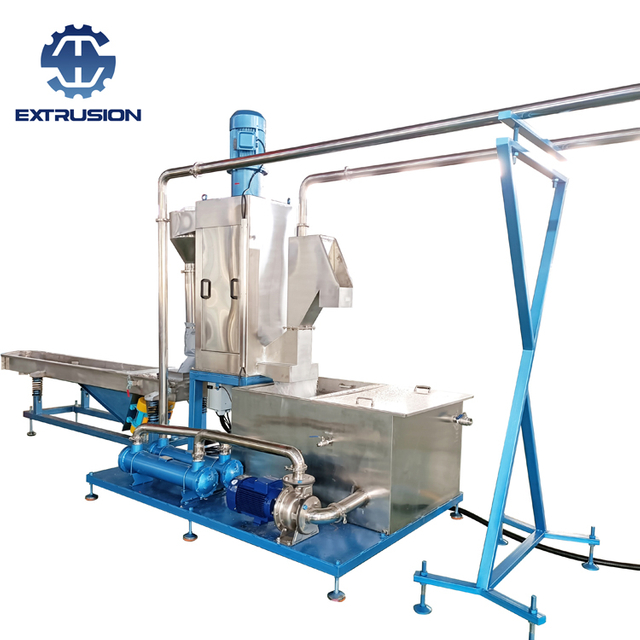
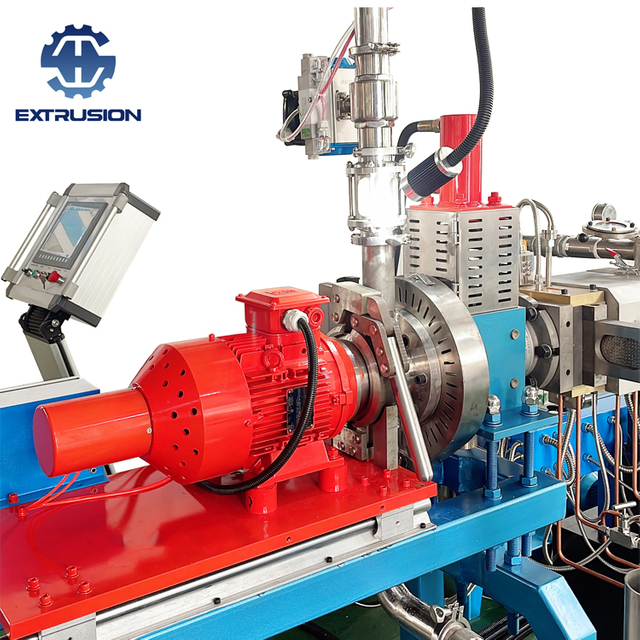
NANJING HAISI является профессиональным производителем экструдеров для пластика. Мы поставляем двухшнековые экструдеры, одношнековые экструдеры, экструдеры для переработки пластмасс, двухступенчатые экструдеры, лабораторные экструдеры, машины для смешивания и подачи, машины для охлаждения и гранулирования, дробильные машины и так далее.