Просмотры:0 Автор:Pедактор сайта Время публикации: 2026-01-15 Происхождение:Работает
Полые гранулы являются распространенным дефектом в процессах гранулирования пластмасс. Если их не устранить вовремя, они могут отрицательно повлиять на внешний вид продукта, объемную плотность и производительность последующей обработки. В этой статье объясняются основные причины появления полых пластиковых гранул и предлагаются практические, проверенные на практике решения, помогающие улучшить качество гранул и стабильность процесса.
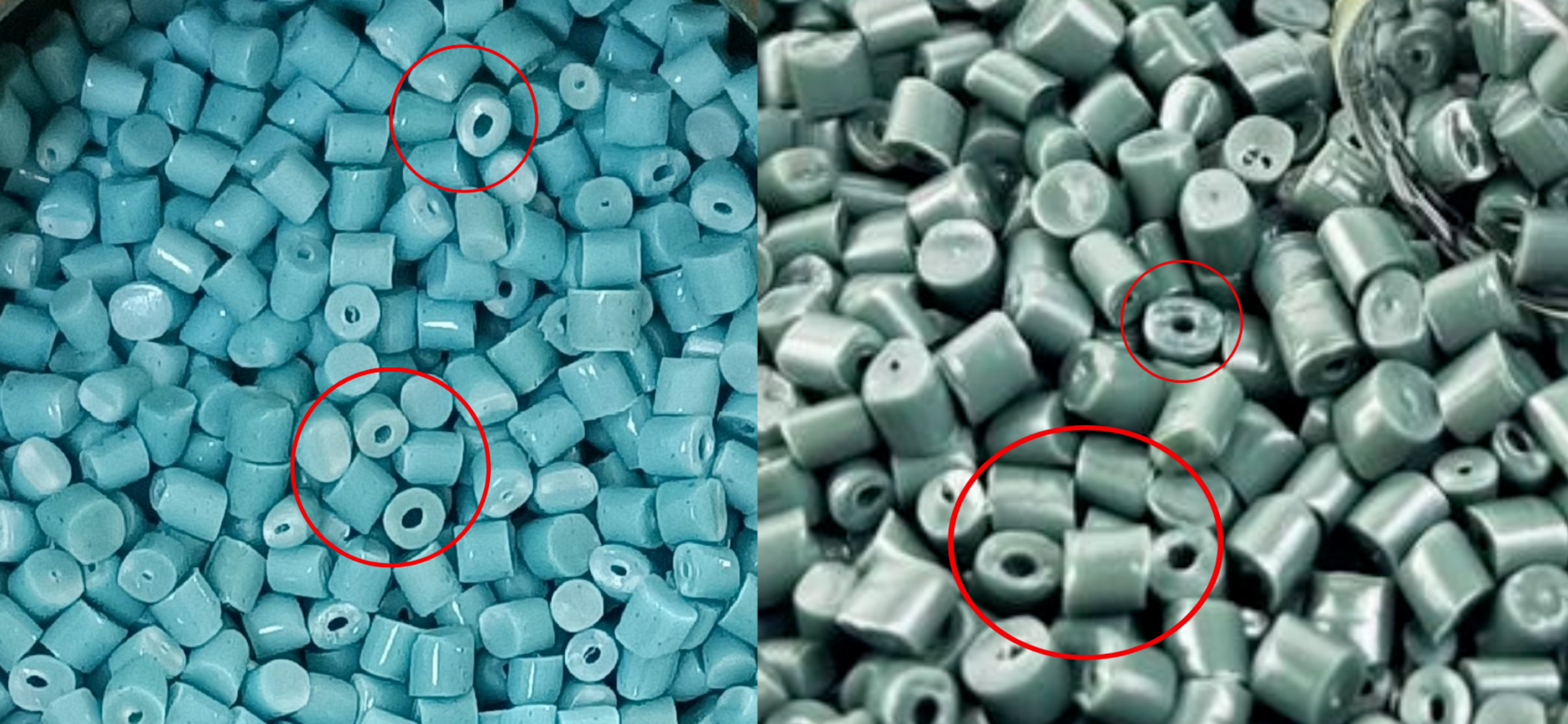
Почему возникают полые пеллеты?
Понимание коренных причин является первым шагом на пути к эффективной профилактике. К наиболее частым причинам относятся:
1. Излишняя влага сырья.
Влага, попавшая в пластиковую смолу, испаряется при нагревании, образуя пузырьки газа внутри гранул.
2. Неправильная температура пластификации.
Слишком высокие или слишком низкие температуры могут привести к неполному плавлению или термическому разложению, что приводит к образованию внутренних пустот.
3. Плохая производительность дегазации.
Газы, образующиеся во время плавления или разложения, не могут эффективно выходить из расплава.
4. Слишком быстрое охлаждение
Когда поверхность гранул затвердевает слишком быстро, происходит внутренняя усадка, создавая полые структуры.
Три практических способа избавиться от полых гранул
1. Строго контролируйте предварительную обработку сырья.
Сушка имеет решающее значение.
Хотя обычные пластмассы, такие как ПП и ПЭ, имеют относительно низкое поглощение влаги, сушка по-прежнему необходима, когда материалы хранятся во влажной среде или когда используются переработанные материалы.
АБС, ПС и подобные материалы следует предварительно высушить в сушилке горячим воздухом.
Рекомендуемая температура сушки: 70–85°C (регулируется в зависимости от типа материала).
Время высыхания: 2–4 часа.
После высыхания материалы следует герметизировать, чтобы предотвратить повторное впитывание влаги.
2. Оптимизация параметров обработки
(1) Точный контроль температуры
Типичные диапазоны температур обработки:
ПП: 180–200°С
АБС: 180–210°С
ПЭВД: 180–200°С
ПЭВП: 220–240°С
ПС: 180–220°С
Правильный контроль температуры обеспечивает стабильное течение расплава и достаточную пластификацию.
(2) Регулировка скорости винта и давления
Умеренно увеличьте скорость шнека, чтобы повысить эффективность нагрева и плавления сдвига.
Отрегулируйте давление головки штампа, чтобы обеспечить правильное уплотнение расплава.
Для ПЭ-материалов увеличение противодавления может значительно улучшить качество пластификации.
(3) Обеспечьте эффективную вакуумную дегазацию.
Регулярно проверяйте систему вакуумной вентиляции.
Убедитесь, что вентиляционные отверстия чистые и ничем не засорены.
Для переработанных материалов особенно важна достаточная дегазация для удаления захваченных летучих веществ.
3. Техническое обслуживание оборудования и оптимизация процессов
Проверка винтов: замените сильно изношенные винты, чтобы обеспечить стабильную транспортировку и смешивание.
Оптимизация фильерной головки: увеличение давления фильеры может улучшить плотность гранул, особенно для материалов высокой плотности, таких как ПЭВП.
Регулировка системы охлаждения:
Избегайте чрезмерного или внезапного охлаждения
Рекомендуемая температура охлаждающей воды для ПП: 30–50°C.
ПЭ-пеллеты могут использовать водяное охлаждение, но температуру воды необходимо тщательно контролировать.
Практические советы из производственного опыта
Начните с небольших пробных запусков при корректировке параметров перед полномасштабным производством.
Отрегулируйте настройки в зависимости от характеристик материала:
ПП: высокая усадка, требует оптимизированного охлаждения.
ABS: обратите внимание на летучие вещества и дегазацию.
PE: параметры обработки должны соответствовать классу плотности
PS: избегайте чрезмерного сдвига из-за хрупкости
Заключение
Полые гранулы редко возникают по причине одного фактора. В большинстве случаев они возникают в результате сочетания условий влажности, температуры, дегазации и охлаждения. Большинство проблем с полыми окатышами можно эффективно решить путем улучшения подготовки сырья, точной настройки параметров экструзии и надлежащего обслуживания оборудования.
Поскольку каждая производственная линия и рецептура материала различны, оптимизация процесса всегда должна основываться на реальных условиях эксплуатации и систематических испытаниях.

Nanjing Haisi является профессиональным производителем пластиковой экструдерной машины, мы поставляем двадневный экструдер винтов, одно винтовой экструдер, пластиковый экструдер, двухэтапный экструдер, лабораторный экструдер, смешивание и кормление, охлаждающая и шарика, машина для дробления и так далее.