Просмотры:0 Автор:Pедактор сайта Время публикации: 2026-04-09 Происхождение:Работает
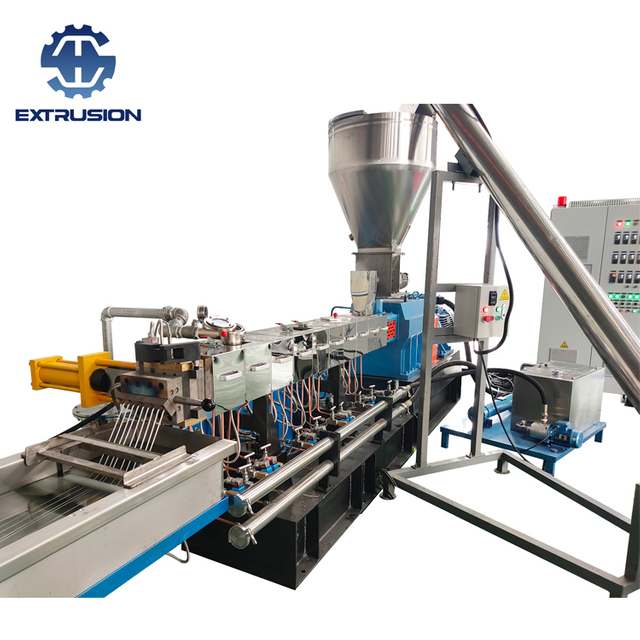
В сфере переработки пластмасс машины для гранулирования работают в экстремальных условиях: выдерживают высокие температуры, огромное давление и постоянные тяжелые нагрузки. Без строгого протокола технического обслуживания износ оборудования не только ухудшит качество переработанных пеллет, но и приведет к дорогостоящим простоям оборудования.
Чтобы обеспечить максимальную эффективность вашей линии грануляции, компания Nanjing Haisi Extrusion разработала комплексную пятиэтапную систему технического обслуживания и ухода, специально разработанную для высокопроизводительных грануляторов пластика.
01. Стандартизация ежедневных операций
1. Предпусковой осмотр
Механическая система: Убедитесь, что шнек экструдера, цилиндр, головка и резак гранулятора надежно установлены и не имеют незакрепленных частей или засоров. Проверьте натяжение приводных ремней и соосность муфт.
Электрическая система: проверьте кнопки аварийной остановки, регуляторы температуры и датчики. Убедитесь, что кабели целы, оборудование надежно заземлено, а электропитание стабильно (например, 3-фазное напряжение 380 В ±10%).
Вспомогательные системы: Убедитесь, что трубопроводы отопления и охлаждения свободны. Проверьте уровень смазки (например, раз в две недели наносите на подшипники литиевую смазку). Убедитесь, что необработанные пластиковые хлопья соответствуют технологическим требованиям (содержание влаги строго ≤0,5%).
Защитное снаряжение: убедитесь, что все защитные ограждения установлены на своих местах, в рабочей зоне нет препятствий, а огнетушители доступны.
2. Оперативный мониторинг
Во время процесса грануляции операторы должны регистрировать критические параметры, чтобы предотвратить деградацию материала:
Температура в бочке: Колебания должны быть минимальными (≤±5°C).
Давление расплава: не должно превышать 80% номинального максимального давления.
Ток двигателя: должен оставаться ниже 90 % номинального тока.
Полезный совет: при возникновении скачков напряжения, аномальных температур или нестандартных размеров гранул немедленно остановите производство, чтобы очистить отверстия матрицы или отрегулировать зазор фрезы.
3. Правильный протокол выключения
Очистка и охлаждение: Прекратите подачу сырья за 5–10 минут до выключения. Как только бочка опустеет, постепенно уменьшайте скорость вращения шнека. Выключите нагреватели, но оставьте систему охлаждения работать до тех пор, пока температура ствола не упадет до ≤100°C.
Очистка: Снимите матрицу и резак, чтобы немедленно удалить остатки расплава полимера. Используйте специальные чистящие средства для внешней поверхности машины, отключите основное питание и повесьте табличку «Выполняется техническое обслуживание».
02. Реализация плана периодического обслуживания
1. Ежемесячные проверки
Электрическое оборудование: проверьте сопротивление изоляции (≥2 МОм), откалибруйте регуляторы температуры (погрешность ≤±2°C) и очистите от нагара ленты нагревателя.
Гидравлическая система (устройства смены сит): проверяйте стабильность давления в системе (отклонение ≤±0,5 МПа) и заменяйте фильтр гидравлического масла каждые 3 месяца.
Смазка (редуктор): В новых грануляторах заменяйте масло в коробке передач после первых 500 часов работы. В дальнейшем заменяйте его каждые 1000 часов. Проверяйте уровень масла ежемесячно.
2. Ежегодный капитальный ремонт
Ежегодный демонтаж имеет решающее значение для основных компонентов экструзии:
Вытащите винт и проверьте накладку ствола на предмет износа. (Износ зазора, превышающий 0,2 мм, требует внимания).
Выполните динамическую балансировку системы привода и отрегулируйте выравнивание оборудования (отклонение ≤0,1 мм/м).
Замените подшипники, уплотнения и изношенные ленты нагревателя. Всегда держите стратегический запас запасных частей (например, имейте как минимум 2 запасных комплекта лезвий гранулятора).
03. Управление изнашиваемыми деталями
1. Мониторинг состояния
Режущие лезвия гранулятора: еженедельно проверяйте кромки лезвий. Если износ превышает 0,5 мм, немедленно замените их. Для обеспечения чистого разреза гранул зазор между вращающимися лезвиями и поверхностью матрицы должен составлять строго 0,1–0,2 мм.
Винт и ствол: Ежемесячно измеряйте зазор. Если зазор превышает 0,3 мм, необходимо отремонтировать или заменить (обычный срок службы составляет 1–2 года в зависимости от абразивности переработанного пластика).
Пластина матрицы: при очистке отверстий экструзионной матрицы всегда используйте мягкие инструменты, такие как медная проволока или латунные скребки, чтобы не поцарапать прецизионные каналы.
2. Стандартные процедуры замены
При замене критически важных компонентов, таких как матрица с водяным кольцом или режущий ротор, всегда соблюдайте стандартную последовательность разборки. Используйте подходящие подъемные подъемники для тяжелых фланцев и матриц. Перед повторной сборкой убедитесь, что все сопрягаемые поверхности тщательно очищены от испорченного пластика, и примените правильный момент предварительной затяжки ко всем болтам.
04. Усиление мер безопасности
1. Безопасность оператора и экологическая безопасность
СИЗ: Операторы должны носить защитные очки, термостойкие перчатки, пылезащитные маски и ботинки со стальными носками. Свободная одежда строго запрещена вблизи вращающихся валов экструдера.
Вентиляция: Поддерживайте отличную вентиляцию на предприятии, чтобы предотвратить накопление летучих газов. Например, во время переработки пенопласта EPS/EPE убедитесь, что водяная баня для охлаждения экструдированных прядей имеет достаточную длину (обычно 1,1–1,7 метра).
2. Защита оборудования
Магнитная сепарация: Всегда устанавливайте сильный магнитный бункер или линейный очиститель железа в зоне подачи. Металлические примеси являются основной причиной катастрофических повреждений шнеков и засоров матриц на линиях переработки.
Уход во время простоя: Если гранулятор простаивает в течение длительного периода времени, смажьте шнек, цилиндр и матрицу антикоррозийным маслом, чтобы предотвратить коррозию.
05. Техническое обслуживание процесса и рецептуры
1. Точный контроль температуры.
Установите температуру зоны строго на основе полимерной матрицы. Предварительный разогрев должен занять 40–60 минут.
Переработка ПЭТ: 220°C – 260°C
Переработка полиэтилена: 160°C – 200°C
Совет для профессионалов: используйте параболический температурный профиль в зонах экструдера, чтобы обеспечить тщательное плавление без локальной термической деградации.
2. Подготовка сырья.
Сортировка и промывка: строго разделяйте пластик по типу смолы (ПЭТ, ПЭ, ПП), чтобы предотвратить смешивание несовместимых материалов, которое ухудшает механические свойства гранул. Снимите все этикетки, колпачки и металлические кольца.
Добавки: при гранулировании смешанных отходов (например, смесей ПЭ/ПП) используйте добавки, улучшающие совместимость, такие как EPDM или EVA. Включение антиоксидантов и термостабилизаторов значительно снизит термоокислительную деградацию во время процесса экструзии, что приведет к более высокой ценности переработанных гранул.
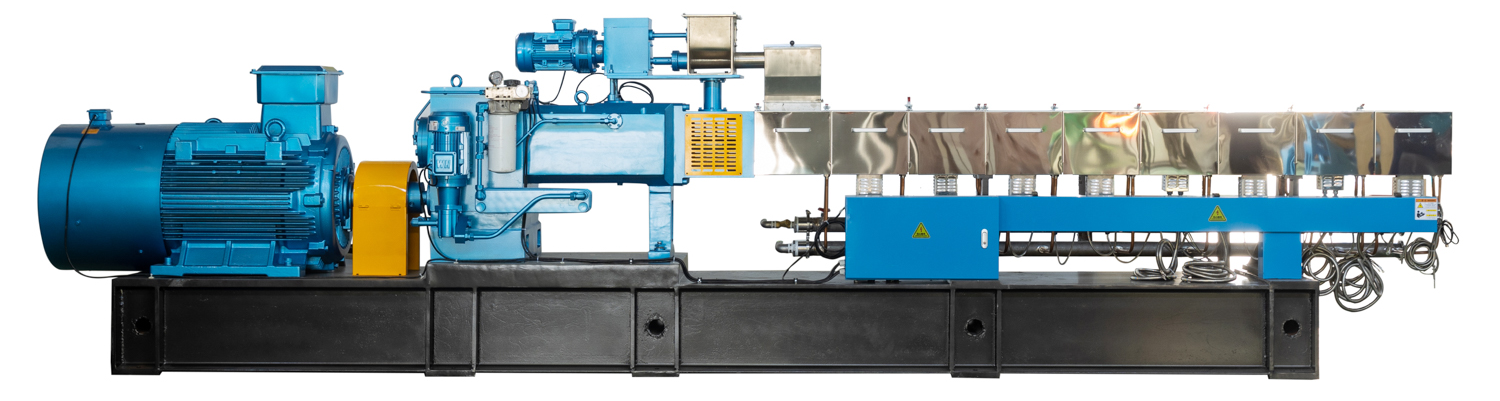
В компании Nanjing Haisi Extrusion Equipment Co., Ltd. мы считаем, что хорошо спроектированная конфигурация шнека является основой прибыльной линии гранулирования. Подбирая правильную геометрию для вашего конкретного материала — будь то ПП, ПС или инженерный пластик — мы помогаем вам максимизировать производительность и достичь высочайшего уровня консистенции гранул.