Просмотры:1 Автор:Pедактор сайта Время публикации: 2025-05-01 Происхождение:Работает
Вращающимся лезвием является наиболее важным и основным компонентом всего процесса шарики - это душа подводной пряди.
В зависимости от процесса гранулирования, вращающиеся лезвия обычно изготавливаются из двух типов материалов: один для подводных прядей, а другой - для машин сухой резки.
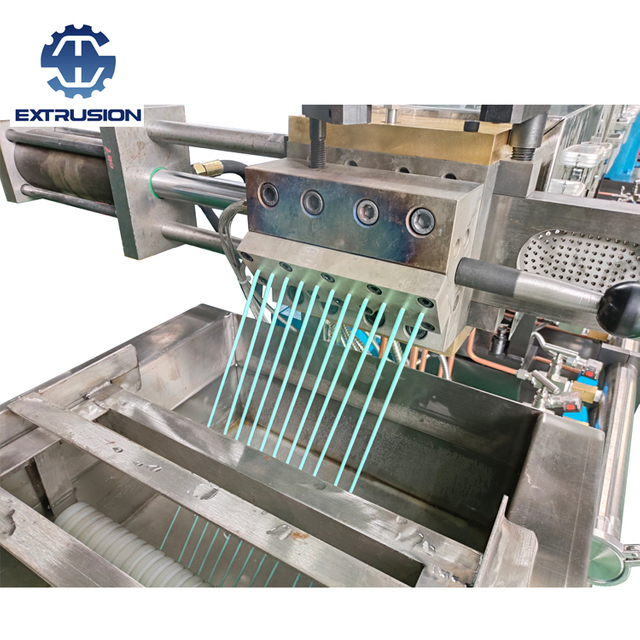
Подводная прядь ошеломляет
Для основных материалов, таких как PET, PA и PBT, обычно используется вращающаяся лезвия типа SL03. Его корпус изготовлен из нержавеющей стали, а зубы лезвия изготовлены из звездного сплава через сварку.
Вращающиеся Bladefeature типа SL05 Полный внешний слой зубов звездного сплава, созданный под высокой температурой и давлением вокруг всего корпуса лезвия
Сухое резки машины
Материалы классифицируются на два типа:
Нестабированные материалы: обычно используют вращающееся лезвие WS, полностью изготовленное из стали.
Усиленные материалы (например, с углеродным черным, стеклянным волокном или порошком известняка): требуют вращающегося лезвия типа HM, изготовленного из вольфрамовой стали.
Лезвия HM разделены на два типа:
G-Blade: сварные вставки.
F-Blade: вставленные кусочки лезвия, предлагая более высокую силу по сравнению с G-лезвиями.
Оба типа зафиксированы на головке лезвия.
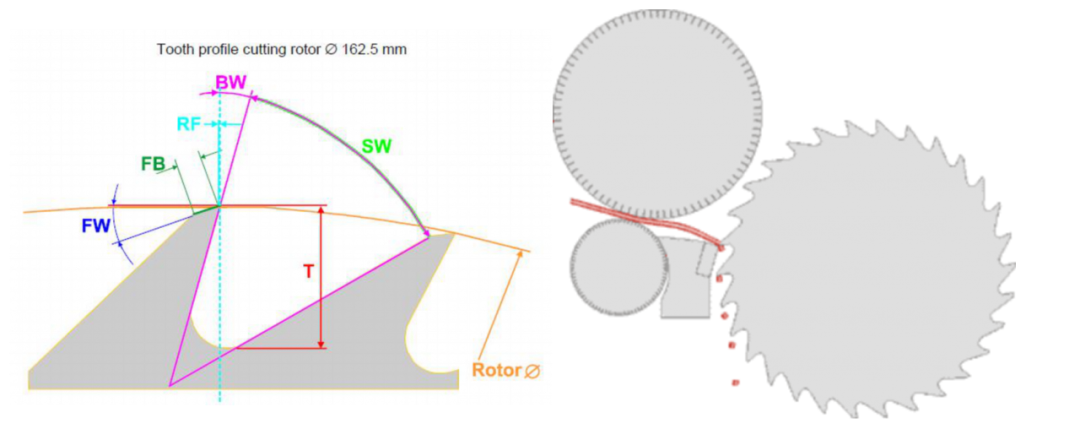
1. Типы профилей зубов
Ключевые параметры для зубных профилей включают:
FW/задний угол: угол между задней частью лезвия и параллельным направлением.
BW/передний угол: угол между режущей кромкой и вертикальным направлением.
Ширина FB/Back: ширина лезвия назад.
РФ/ширина заднего края: ширина жесткого края сзади.
Т/глубина зуба: вертикальное расстояние от наконечника лезвия до основания лезвия.
Основные типы зубов:
Клинок типа 8:
используется для эластомеров, которые являются более мягкими материалами. Более высокие, более крутые зубы идеально подходят для резки мягких эластомеров.
Клинок типа 2:
используется для домашнего животного, более сложный и более хрупкий материал. Эти лезвия имеют более широкую спину, чтобы повысить снижение долговечности.
Лезвие типа 10:
используется для нейлона, который мягче и жестче. Требует меньшей ширины назад и более четкое преимущество для оптимальной резки.
2. Анализ срока службы вращающихся лезвий с пеллетизаторами
Есть как неверные, так и правильные практики заточки:
Распространенные ошибки заострения:
1. Только за то, что обостряю лезвие назад: это чрезмерно уменьшает внешний диаметр лезвия, сокращая срок службы.
2. Только заточка кончика лезвия: изменяет угол зуба, чрезмерно расширяет спину, сжимает гранулы и вызывает нерегулярные формы и более быстрый износ.
3. ИМЕРЕТАЯ Внешняя заточка: изменяет как передние, так и задние углы, что делает лезвие непригодным для использования.
Правильная практика:
для первой заточки нового лезвия необходимо выполнить полное шлифование зубов, чтобы максимизировать использование и минимизировать потерю внешнего диаметра.
3. Техническое обслуживание и заточка вращающихся лезвий
Во время заточки шлифовальное колесо сокращает вращающееся лезвие на высокой скорости на специализированной машине, генерируя высокое тепло - поэтому охлаждающая жидкость необходима для контроля температуры.
Для повышения качества заточки лезвия - достижение минимального удаления материала и максимальной долговечности лезвия - рекомендуется метод шлифования полного профиля зубов, сохраняя:
Передний угол: между краем зуба и вертикальным.
Задний угол: между лезвием назад и горизонтальным.
Идеальное условие резки:
когда фиксированные лезвия и поворотные края лезвия встречаются при 90 °, производство гранул оптимально. Следовательно, поддержание исходных углов во время каждой заточнности имеет решающее значение.
Дополнительный наконечник:
каждый раз, когда лезвие решается, глубина зуба должна быть слегка углубленной. Более глубокий зубной слот хранит больше гранул, уменьшает засорение и повышает эффективность производства.
Неглубокие слоты могут улавливать гранулы, повредить лезвию и снизить производительность.
Поверхностная отделка:
полный профиль измельчение также сглаживает предыдущие следы износа, придавая лезвию обновленный вид, сохраняя при этом превосходное качество - идеальное сочетание функциональности и эстетики.
Nanjing Haisi является профессиональным производителем пластикового экструдера, мы поставляем линию двухквартирной экструзии, линию экструзии с одним винтом, линией экструзии пластиковой рециркуляции, двухэтапной линии экструзии, лабораторной линии экструзии, смешивании и кормлении, охлаждающей и шаймальной машиной, дроблентной машиной и т. Д.