Просмотры:0 Автор:Pедактор сайта Время публикации: 2025-12-25 Происхождение:Работает
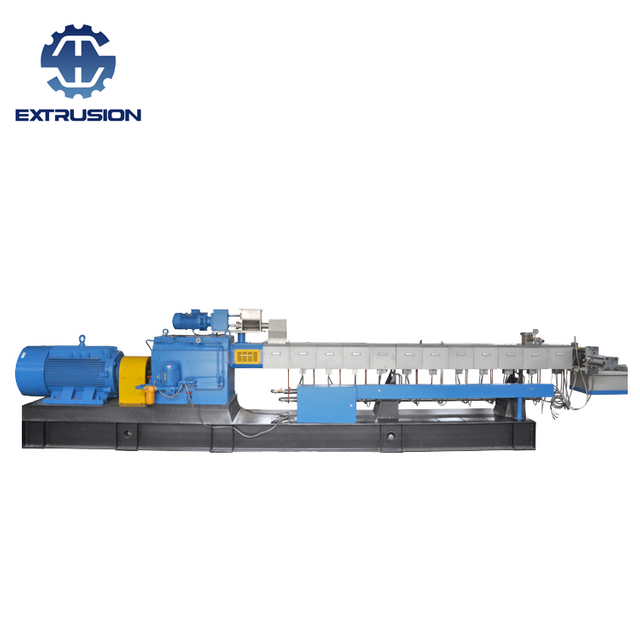
Двухшнековая экструзия является основным процессом переработки и компаундирования полимеров. Стабильность работы и качество конечного продукта во многом зависят от точного управления процессом, среди которого контроль температуры является наиболее важным фактором.
Из-за различий в моделях экструдеров, конфигурациях шнеков и рецептурах материалов оптимальные условия обработки обычно устанавливаются на основе долгосрочных испытаний и опыта эксплуатации. В этой статье описываются ключевые температурные параметры процесса двухшнековой экструзии, которые помогают производителям повысить эффективность, стабильность и качество продукции.
1. Расчет температуры процесса экструзии
Профиль температуры экструзии должен учитывать множество факторов. Основной контрольной точкой является самая высокая температура плавления среди всех компонентов материала.
Например, при производстве маточной смеси полипропилена (ПП) полипропиленовая основа имеет самую высокую температуру плавления, составляющую примерно 170°C, поэтому температуру в зоне цилиндра обычно рассчитывают вокруг этого значения. Методы нагрева также влияют на настройки температуры: нагрев электрическим сопротивлением обычно требует более высоких температур, чем нагрев электромагнитной индукцией, который более энергоэффективен.
Температура экструзии также тесно связана с размером экструдера и производительностью. Более высокая производительность требует больше тепловой энергии для размягчения и плавления материалов. Температурное зонирование должно быть спроектировано с учетом требований транспортировки и сдвига:
Более высокая температура → более низкая вязкость расплава → более низкая сила сдвига
Более низкая температура → более высокая вязкость → более высокая сила сдвига
При регулировании температуры процесса всегда необходимо учитывать реологию материала и характеристики вязкости.
2. Контроль температуры в питающем горловине
Основная цель контроля температуры в загрузочной горловине – предотвратить прилипание материала к шнеку, что может нарушить подачу.
Чтобы способствовать раннему плавлению и эффективному сдвиговому диспергированию, температура зоны подачи должна быть установлена как можно ближе к температуре плавления несущей смолы, не вызывая прилипания винтов. В составах, содержащих лишь небольшое количество легкоплавких добавок, незначительное плавление не оказывает существенного влияния на кормление.
Однако составы, богатые низкомолекулярными компонентами, могут легко плавиться из-за теплопередачи из нижних зон, что приводит к закупорке материала и закупорке подачи. Поэтому:
Во время запуска поддерживайте более низкую температуру в зоне подачи.
При необходимости активируйте охлаждение.
При необходимости уменьшите температуру после запуска, чтобы предотвратить проскальзывание шнека и сбой подачи.
3. Управление температурой вентиляционного порта
Температуру вентиляционного отверстия обычно устанавливают немного ниже, чтобы предотвратить утечку расплава или выброс материала из вентиляционного отверстия. Обычно это достигается путем координации температур в зонах ствола выше и ниже по потоку.
В хорошо оптимизированных процессах со стабильным потоком, хорошей дисперсией и низким давлением расплава регулировка температуры вентиляционной зоны может не иметь решающего значения. Однако температура выхода остается важным параметром при обработке материалов с высоким содержанием летучих.
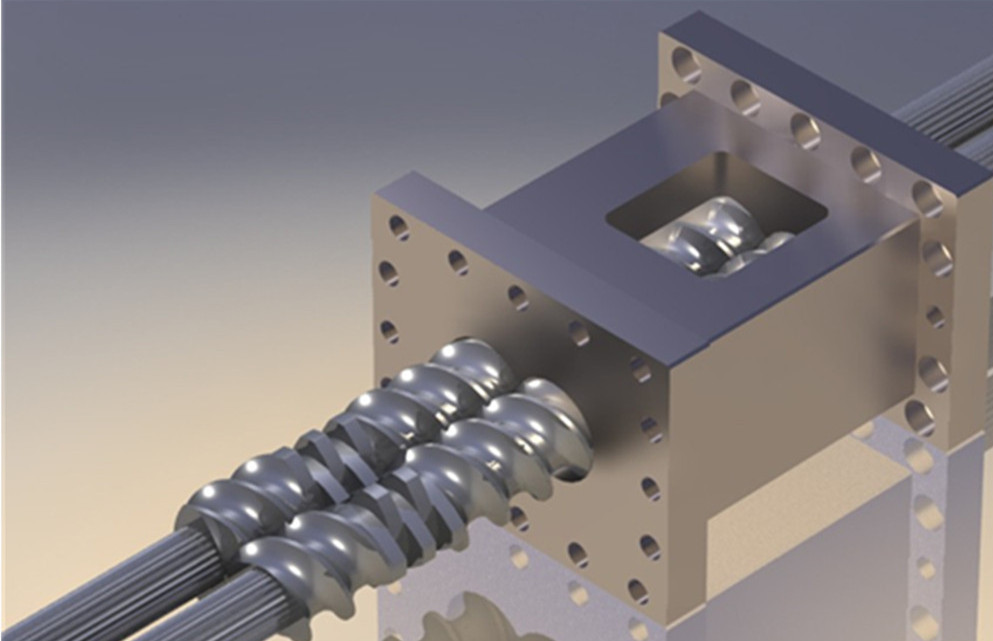
4. Контроль температуры в секции смешивания
Секция смешивания является основной зоной производства маточной смеси и компаундов, где определяется качество дисперсии пигментов.
Сила сдвига сильно зависит от температуры:
Чрезмерно высокая температура → низкая вязкость → слабый сдвиг → плохая дисперсия
Умеренно более низкая температура → более высокая вязкость → более сильный сдвиг → улучшенная дисперсия
На практике опытные операторы часто контролируют ток главного двигателя, чтобы точно настроить температуру зоны смешивания, поскольку интенсивность сдвига напрямую влияет на потребление энергии.
5. Регулировка температуры головки
Когда расплав выходит из цилиндра и поступает в фильерную головку для гранулирования – будь то посредством гранулирования с помощью водяного кольца или гранулирования стренги – обычно требуется немного более низкая температура.
Операторы должны контролировать температуру слитка на выходе и сравнивать ее с температурой расплава внутри барабана. Кроме того, для систем, оснащенных устройствами непрерывной смены сит, температура фильерной головки играет решающую роль в вязкости расплава и стабильности потока во время смены сит.
6. Контроль скорости подачи
Скорость подачи напрямую определяет производительность. В стабильных условиях производительность экструзии равна скорости подачи.
Увеличение скорости подачи → более высокая загрузка материала → косвенное снижение температуры
Уменьшение скорости подачи → косвенное повышение температуры
Регулировка скорости подачи влияет на качество диспергирования и общую стабильность процесса, поэтому ее необходимо оптимизировать с учетом целостного представления о качестве продукта и стабильности производства.
7. Скорость винта (скорость главного двигателя)
Скорость шнека в первую очередь влияет на интенсивность сдвига и эффективность диспергирования. При постоянной скорости подачи изменение скорости шнека влияет на производительность лишь временно.
Продукты с высоким сдвиговым усилием требуют более высокой скорости шнека.
Составы с низким сдвиговым усилием требуют более низкой скорости шнека в сочетании с оптимизированным контролем температуры.
Всегда работайте в пределах максимально допустимой скорости экструдера и соблюдайте запас безопасности для защиты оборудования.
8. Мониторинг давления расплава
Давление расплава обычно поддерживается ниже 1 МПа и отражает множество переменных процесса, в том числе:
Размер сетки экрана
Качество дисперсии
Температура плавления и вязкость
Меньшая сетка сита, плохая дисперсия или низкая вязкость обычно приводят к более высокому давлению. Давление расплава следует использовать как эталонный показатель, а не как единственный решающий параметр.
9. Настройка и замена экрана.
Пакеты сеток обеспечивают фильтрацию и увеличивают обратный поток расплава, увеличивая сдвиг. Правильный выбор и частота замены должны основываться на требованиях к продукции и стандартах качества.
10. Экологические соображения при двухшнековой экструзии
Ключевые области экологического внимания включают в себя:
Контроль пыли в загрузочной горловине
Выбросы газа из вентиляционных отверстий и головки
Очистка и переработка охлаждающей воды
Эффективные системы сбора, фильтрации и утилизации необходимы для надлежащего и устойчивого функционирования.
Заключение
Температура является центральной переменной на протяжении всего процесса двухшнековой экструзии и тесно связана со скоростью подачи, скоростью шнека и давлением расплава. Вместе эти параметры определяют плавление материала, транспортировку, диспергирование, удаление летучих веществ и окончательное формование.
Стабильный и высококачественный процесс двухшнековой экструзии зависит от систематического, точного и глобального контроля температуры, поддерживаемого скоординированной регулировкой всех связанных параметров процесса.

Nanjing Haisi является профессиональным производителем пластиковой экструдерной машины, мы поставляем двадневный экструдер винтов, одно винтовой экструдер, пластиковый экструдер, двухэтапный экструдер, лабораторный экструдер, смешивание и кормление, охлаждающая и шарика, машина для дробления и так далее.