Просмотры:0 Автор:Pедактор сайта Время публикации: 2026-03-26 Происхождение:Работает
При оптимизации характеристик нейлона, армированного стекловолокном (PA), многие сосредотачиваются на модификации смолы или типах волокон. Однако в Nanjing Haisi Extrusion мы знаем, что «невидимой рукой», определяющей конечное качество переработанных или первичных гранул, является конфигурация шнека внутри экструдера.
Цель производителя окатышей проста, но сложна: производить однородные, высокопрочные окатыши, на которые могут положиться производители последующих этапов.

01. Дилемма гранулирования: повреждение или дисперсия
При гранулировании нейлона мы сталкиваемся с двумя противоречивыми проблемами: разрывом волокон и однородностью дисперсии.
Повреждение волокон: если срез винта слишком агрессивный, волокна ломаются. Короткие волокна приводят к получению гранул с плохими механическими свойствами.
Плохая дисперсия: если сдвиг слишком мал, волокна слипаются. Это приводит к появлению «плавающих волокон» или нестабильному качеству готовых формованных деталей.
Для получения идеальных гранул требуется тонкий баланс температуры, режима потока и механической геометрии.
02. Адаптация шнека для высокопроизводительных пеллет
Первым шагом в создании высокопроизводительной линии гранулирования является выбор правильных шнековых элементов:
Барьерные шнеки: отделяют нерасплавленную смолу от расплава, обеспечивая высококачественную пластификацию без чрезмерного сдвига волокон.
Штифтовые элементы: добавление штифтов в зону дозирования значительно улучшает перемешивание без разрушительной силы традиционных блоков для замешивания.
Соотношение L/D: Для армирования нейлоновым волокном рекомендуется соотношение L/D от 24:1 до 30:1. Это обеспечивает достаточное время пребывания для PA6 или PA66 для полной пластификации без разрушения материала или чрезмерной обработки волокон.
03. Функциональное зонирование: точный путь к плавлению
Хорошо спроектированный пластиковый гранулятор должен иметь четко определенный «путь потока»:
1. Зона подачи: Глубокие винтовые каналы (1,8–2,2D) обеспечивают стабильную транспортировку и предотвращают «застревание».
2. Зона сжатия: здесь плавится нейлоновая матрица. Мы рекомендуем степень сжатия от 1:2,5 до 1:3,5, чтобы избежать чрезмерного нагрева сдвига, который приводит к разрыву волокон.
3. Зона дозирования и смешивания. Здесь волокна гомогенизируются. Использование зубчатых смесительных элементов помогает разбить пучки волокон, а распределительные элементы обеспечивают их равномерное распределение по грануле.
Совет для профессионалов: используйте боковую подачу. Вводя волокна в уже расплавленную нейлоновую матрицу в середине экструдера, вы значительно сокращаете время, в течение которого волокна подвергаются воздействию высоких температур и механических напряжений.
04. Искусство балансировки параметров
Даже самая лучшая машина для гранулирования требует тонкой настройки:
Температура: Обычно устанавливается в диапазоне 240–290°C. Оно должно быть достаточно высоким, чтобы полностью расплавить PA, но контролируемым, чтобы предотвратить локальный перегрев.
Скорость винта: Мы предлагаем умеренную скорость 60–120 об/мин. Высокие скорости увеличивают тепло сдвига и разрыв волокон; низкие скорости могут привести к неполной пластификации.
Противодавление: поддержание давления 5–15 МПа улучшает плотность расплава и однородность окатышей.
05. Стратегия защиты волокон
Чтобы гарантировать высочайшее качество производимых вами пеллет, защита волокон имеет первостепенное значение. В Nanjing Haisi мы отдаем приоритет:
Поздний вход волокна: использование боковых питателей для защиты длины волокна.
Элементы с низким сдвигом: выбор штифтов с прорезями или зубчатых дисков вместо агрессивных блоков для замешивания, чтобы сохранить соотношение сторон волокна.
06. Устранение проблем с качеством грануляции
Непостоянная прочность гранул? Обычно это означает слишком сильный разрыв волокна. Уменьшите частоту вращения шнека или замените месильные блоки с высоким усилием сдвига.
Видимые скопления волокон? Это указывает на плохую дисперсию. Увеличьте распределительные смесительные элементы или слегка поднимите противодавление.
Обесцвеченные гранулы? Это говорит о деградации нейлона. Проверьте наличие «мертвых зон» в конструкции шнека или снизьте температуру в зоне дозирования.
Заключение: разработка идеального сырья
Гранулирование — это мост между необработанными отходами/смолой и ценным промышленным товаром. Оптимизируя конфигурацию шнеков, вы превращаете нейлон и волокно в высокопроизводительные гранулы, которые легко подавать, имеют стабильное качество и имеют высокую рыночную стоимость.
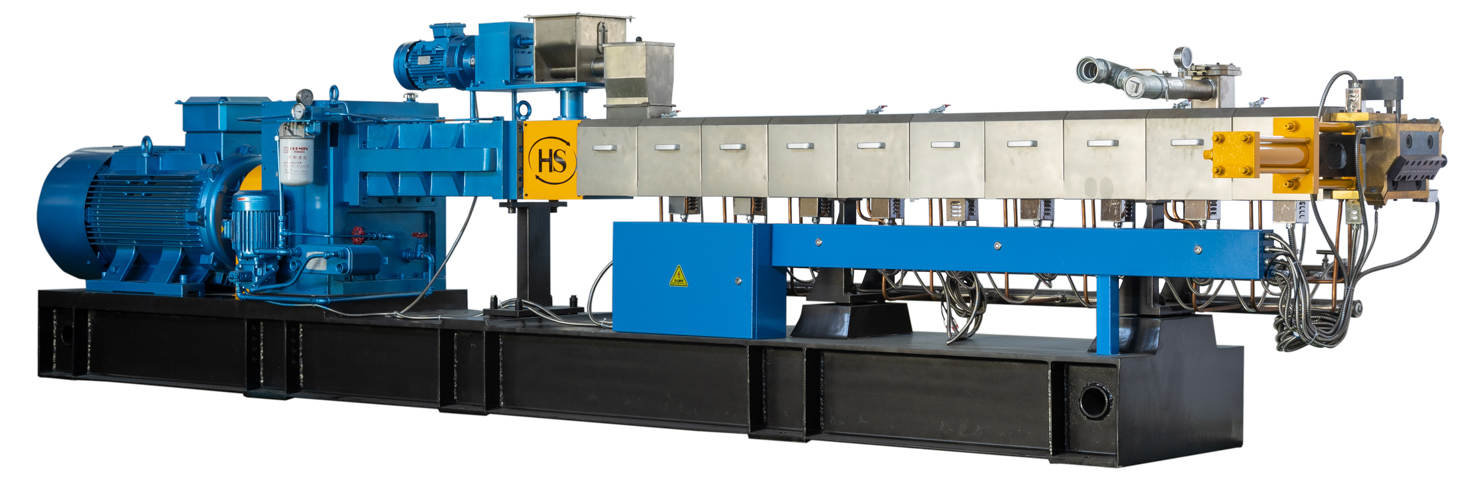
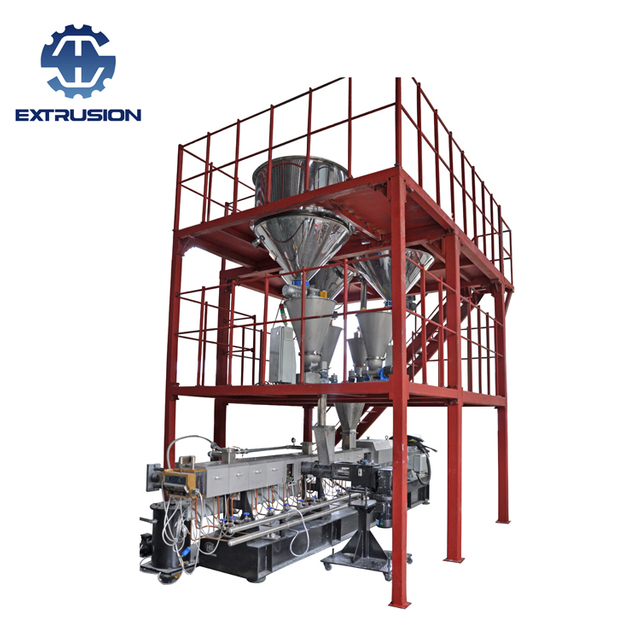
Компания Nanjing Haisi Extrusion Equipment Co., Ltd. специализируется исключительно на разработке и производстве высокопроизводительных машин для гранулирования пластмасс. Мы предоставляем технологию, которая превращает сложные рецептуры в идеальные гранулы.