Просмотры:0 Автор:Pедактор сайта Время публикации: 2025-03-13 Происхождение:Работает
Использование растущего спроса на визуально привлекательные и высокопроизводительные продукты, использование MasterBatch в индустрии пластмасс увеличилось. Тем не менее, производство MasterBatch представляет значительные проблемы. Эта статья направлена на выявление общих заблуждений в процессе производства и предложение решений, связанных с оборудованием для решения этих проблем.

Определение и рынок MasterBatch
MasterBatch-это концентрированный цвето, изготовленный путем равномерно диспергирующих высокопроизводительных пигментов в матрице смолы. Его основная функция - раскрасить пластиковые продукты. Помимо предоставления определенных цветов, MasterBatch также помогает равномерно распределять пигменты в пластиковых смолах в соответствии с требованиями мелкого размера частиц.
Производство MasterBatch - это больше, чем просто смешивание пигментов с смолой и экструдирующими гранул; Он включает в себя интегрированную систему, которая включает в себя химию пигмента, обработку расплава смолы и химию поверхности. С пониманием MasterBatch и его рыночного потенциала мы теперь подробно изучаем его производственный процесс.
Типичный процесс производства MasterBatch
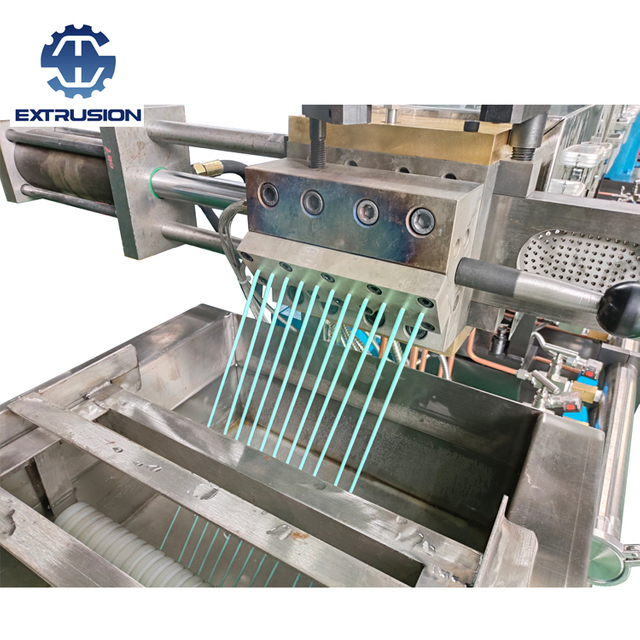
Комбинация высокоскоростного смешивания и экструзии с двумя скважинами широко используется как в внутреннем, так и в международном производстве MasterBatch.
Процесс начинается с кормления, сформулированного сырья-авозможно, смола, полиэтиленового воска, пигментов и добавок-на высокоскоростном миксере. Высокоскоростное вращение и перегородки работают вместе, чтобы предварительно разгонять грубые пигментные частицы. Между тем, пигменты подвергаются предварительному переходу, плавив с низким содержанием полиэтиленового воска, а также с аккуратными частицами. Частицы смолы смягчаются из-за трения, генерируемого высокоскоростным смешиванием.
Затем смесь охлаждают в низкоскоростной, низкотемпературной миксере, чтобы предотвратить агломерацию гранул. Охлаждаемая смесь подается в совместный двойной экструдер для плавления, пластификацию (дальнейшие смачивающие пигментные частицы), смешивание и шлифование. Затем материал экструдируется через кубик и разрезает на гранулы, чтобы сформировать последний продукт MasterBatch.
Общие заблуждения в MasterBatch Manufacturing
Несмотря на относительную зрелость технологии производства MasterBatch, несколько заблуждений сохраняются, отрицательно влияя на качество и производительность продукта.
1. Более высокое соотношение L/D в экструдерах с двумя скважинами всегда лучше.
Простое увеличение соотношения длины к диаметре (L/D) винта и коэффициента шлифования автоматически не решает проблемы дисперсии. Если основная причина проблем дисперсии не решается, слепое увеличение соотношения L/D может привести к энергетическим отходам и снижению производственных мощностей без действительно решения проблемы.
2. более тонкие экраны фильтров дают лучшие результаты.
В то время как более тонкие фильтры помогают контролировать размер частиц пигмента в MasterBatch, полагаться исключительно на фильтры без улучшения дисперсии, может привести к частым заменам фильтра. Это увеличивает время простоя, отрицательно влияя на эффективность производства. Кроме того, длительное высокотемпературное воздействие из-за чрезмерных изменений фильтра может ухудшить смолу, что приводит к непредсказуемым дефектам в конечном продукте и нестабильности цвета.
3. Повторное пеллетирование может исправить проблемы дисперсии.
Некоторые производители пытаются решить проблемы с дисперсией, многократно вытягивая и несколько раз удаляя продукт. Однако этот подход противоречит целям контроля затрат и принципам устойчивости. Кроме того, повторная высокотемпературная обработка может ухудшить пластик, отрицательно влияя на производительность продукта.
4. Больше смазочных материалов улучшают внешний вид продукта.
В стремлении к лучшему глянце и яркости некоторые производители чрезмерно увеличивают содержание смазки в составах - иногда добавляя более 5% соединений стеарата. Тем не менее, чрезмерные компоненты низкомолекулярного веса снижают общую вязкость системы, ослабление сил сдвига и негативно влияя на дисперсию. Чрезмерное использование низкомолекулярных или низкомельчащих добавок также может повлиять на физические свойства конечного продукта.
Ключевые проблемы в производстве MasterBatch
Основной проблемой в производстве MasterBatch является дисперсия пигмента, которая не может быть эффективно достигнута путем непосредственного включения порошкообразных пигментов в пластмассы. Дисперсия включает в себя множество факторов, что затрудняет разрешение с одним подходом. Комплексное понимание формулировки, методов обработки, оборудования и требований к применению необходимо для решения конкретных проблем.
Как производитель экструзионного оборудования MasterBatch, мы теперь обсудим, как оптимизировать машины для устранения этих общих заблуждений.
MasterBatch Extrusion Equipment и рекомендации по обработке
1. Дизайн винта с высоким сдвигом
Двойной экструдер является основным дисперсионным оборудованием в производстве MasterBatch. Понимание и оптимизация его возможностей обработки имеет важное значение для достижения высокого качества продукции и эффективности производства.
Производители MasterBatch обычно используют модульные доступающие двойные экструдеры. В отличие от традиционных экструдеров, эти машины оснащены винтовыми элементами и замесительными блоками, расположенными в настраиваемых конфигурациях, что позволяет создавать очень гибкие решения для обработки, адаптированные к различным требованиям продукта. Эта модульность помогает сбалансировать качество продукции и эффективность производства.
Типичный двадневный экструдер, используемый в производстве MasterBatch, состоит из следующих функциональных разделов:
Зона кормления: транспортирует сырье осевое.
Зона сжатия: компакты и смягчает материалы при удалении захваченного воздуха. К концу этого этапа смола достигает состояния вязкого потока.
Зона плавления: полностью плавит материал посредством тепловой проводимости и внутреннего трения.
Зона смешивания: гомогенизирует расплавленный материал, обеспечивая тщательную дисперсию и уточнение пигмента.
Вентиляционная зона: использует вакуумную или естественную вентиляцию для удаления влаги и летучих веществ с низким уровнем молекулярного масса путем снижения давления и снижения уровней заполнения канала.
Зона измерения/гомогенизации: далее смешивает и транспортирует расплав при установлении необходимого давления для однородного материала потока в матрицу.
Основная функция экструдера с двумя скважинами заключается в разделении и рекомбинировании расплава, используя различные винтовые конфигурации для равномерного смешивания. Он рассеивает твердые компоненты в мелкие частицы, которые соответствуют требованиям размера или смешивают несовместимые компоненты в однородную фазу через сдвиг.
2. Скорость винта и принудительное усилие
сдвига, генерируемое конфигурацией винта, определяется скоростью вращения. Более высокие скорости создают большую силу сдвига, улучшая дисперсию твердофазной и переработки частиц. Тем не менее, чрезмерная скорость увеличивает тепло, что приводит к деградации полимеров. Высокие скорости также сокращают время пребывания, потенциально вызывая неровное смешивание. И наоборот, более низкие скорости уменьшают силу сдвига, что приводит к плохой дисперсии и смешиванию. Более длительное время проживания на низких скоростях также может ускорить деградацию полимера.
Конфигурация винта и скорость вращения тесно связаны с дисперсией сдвига, и они должны быть оптимизированы вместе.
3. Настройки температуры экструдера «Правильный контроль температуры»
влияют на текучесть, вязкость, смачивание и дисперсию при минимизации деградации материала. Температура должна быть немного выше точки плавления смолы, чтобы обеспечить оптимальное плавление при сохранении правильного напряжения сдвига. Корректировки должны быть внесены в соответствии с свойствами материала и различными этапами обработки для оптимизации эффектов плавления, смачивания, измельчения и сдвига.
4. Дополнительные соображения
за пределами правильных настроек экструдера, достижение высококачественного MasterBatch также требует строгого управления процессом, включая оптимизацию формулировки. Некоторые низкомолекулярные добавки, если они используются, не только приводят к материальным отходам, но также могут изменить поведение обработки и производительность продукта.
Заключение
Производство MasterBatch - это сложный процесс, включающий несколько этапов, от выбора пигмента и конструкции формулировки до конфигурации оборудования и управления процессом. Каждый шаг значительно влияет на качество конечного продукта.
Эта статья предоставила всестороннее обсуждение определения, производственного процесса, общих заблуждений и ключевых проблем производства MasterBatch. Оптимизируя методы производства, выбирая правильное оборудование и строго контролируя параметры процесса, производители могут производить высококачественные, стабильные продукты MasterBatch, которые удовлетворяют разнообразные отраслевые потребности.

Nanjing Haisi является профессиональным производителем линии MasterBatch Manufacturing, мы поставляем двадневный экструдер винта, одно винтовой экструдер, пластиковый экструдер для переработки, двухэтапный экструдер, лабораторный экструдер, смешивание и кормление, охлаждающая и шатанная машина, машина для дробления и так далее.