Просмотры:0 Автор:Pедактор сайта Время публикации: 2024-06-20 Происхождение:Работает
С быстрым развитием экономики осведомленность людей о защите окружающей среды и требованиях к продукции постоянно улучшается.ТПЭ (термопластичный эластомер) представляет собой материал с высокой эластичностью, высокой прочностью и высокой упругостью резины, который можно лить под давлением.Он нетоксичен и экологически безопасен, обладает отличной окрашиваемостью, устойчивостью к атмосферным воздействиям и температурам, а также имеет отличные характеристики обработки.Его можно переработать, покрыть и склеить с использованием базовых материалов, таких как ПП, ПК, ПС, АБС и т. д., или его можно отлить отдельно.ТПЭ обладает как технологическими характеристиками термопластов, так и физическими свойствами вулканизированной резины.Это выгодное сочетание преимуществ пластика и резины.Предоставление клиентам формулы материала ТПЭ с низкой ценой, высокой производительностью и отличными характеристиками всегда было основным стремлением производителей гранулята ТПЭ.
Как мы все знаем, базовая формула материалов TPE включает ингредиенты: SEBS, белое масло, наполнитель и смазку.Основной процесс формования материалов TPE обычно заключается в следующем: поместите SEBS в смеситель, заполните его белым маслом и перемешайте, добавьте в смеситель ПП, смазку и наполнитель после достаточного впитывания масла, равномерно перемешайте, а затем добавьте смесь в двойную смесь. -шнековый экструдер для экструзии и грануляции.
Поэтому, чтобы получить материалы ТПЭ, отвечающие эксплуатационным требованиям клиентов, основное внимание уделяется формуле самого материала ТПЭ и влиянию процесса грануляции.
Влияние формулы материала
1. Сырье СЭБС
СЭБС представляет собой линейный триблок-сополимер с полистиролом в качестве концевого сегмента и сополимером этилена и бутена, полученным гидрированием полибутадиена в качестве среднего эластичного блока.Он не содержит ненасыщенных двойных связей и обладает хорошей стабильностью и устойчивостью к старению.Молекулярная масса и содержание стирола в различных марках СЭБС напрямую влияют на механические свойства материалов ТПЭ.Выбор подходящей марки SEBS является ключом к эффективности материалов TPE.
2. Сырье ПП.
Полипропиленовый пластик ПП обладает высокой ударопрочностью, механическими свойствами и прочностью, а также устойчив к коррозии под действием различных органических растворителей, кислот и щелочей.Он может контролировать твердость, механические свойства и технологические свойства материалов TPE.Важным показателем при выборе ПП является индекс плавления ПП.Если индекс расплава будет слишком низким, это существенно повлияет на пластификацию материала, а поверхность изделия будет неровной и иметь неровности.
В целом, цена порошкового ПП ниже, чем у гранулированного ПП, и он имеет лучшую диспергируемость.Однако смешивание ПП и СЭБС обычно снижает исходную прозрачность СЭБС, за исключением некоторых специальных марок;он часто используется в системе рецептур ПП и экструзионных материалов с низкими требованиями к прозрачности.Если требования к прозрачности высоки, следует выбирать прозрачный ПП из рандом-сополимера, но количество добавки не должно быть слишком большим.
3. Заливное масло
Белое масло – это продукт переработки нефти, который не имеет цвета, запаха и нетоксичен.Обычно в материалах TPE используется белое масло на основе парафина, которое лучше совместимо с SEBS.Снижая стоимость материалов TPE, он также может регулировать производительность обработки и твердость материала.Масло-наполнитель должен строго контролировать содержание ароматических веществ (CA), а количество наполнителя может быть выбрано соответствующим образом в соответствии с различными марками SEBS.По мере увеличения количества масла механическая прочность материала будет уменьшаться, и количество масла должно основываться на отсутствии разбрызгивания масла в качестве основного стандарта;Масло с высокой вязкостью имеет меньшие потери механических свойств, но при этом снижается гладкость поверхности изделия.
4. Компоненты наполнителя и смазки.
Обычные наполнители включают карбонат кальция, тальк и т. д., что может не только снизить стоимость материалов ТПЭ, но также повлиять на технологические и механические свойства материалов ТПЭ.Обычно выбирают тяжелый кальциевый порошок с размером ячеек 1000 или более.Количество добавляемого порошка кальция сильно влияет на удельный вес материала.Чем больше добавленное количество, тем выше удельный вес.
Смазочные материалы обычно включают стеарат цинка, стеарат кальция и т. д., которые оказывают хорошее смазочное действие при обработке материалов, а также могут регулировать блеск поверхности материалов ТПЭ.В основном его используют для уменьшения трения между молекулами в расплавленном состоянии макромолекул.Общая сумма добавления составляет 1-3 части, которую можно конкретно отрегулировать.
Влияние технологии обработки
Метод смешивания некоторых рецептур материалов ТПЭ, упомянутых выше, обычно требует строгих требований к порядку смешивания и температуре смешивания, чтобы обеспечить однородность смешанных ингредиентов.В настоящее время материалы ТПЭ обычно проходят процесс грануляции, главным образом по следующим причинам:
① Гранулы удобнее подавать, чем порошки, и принудительная подача не требуется;
② Гранулы плотнее порошков, а качество продукции лучше;
③ Содержание летучих веществ и воздуха меньше, и в продукте нелегко образовывать пузыри;
④ Легче диспергировать с помощью функциональной маточной смеси, чем напрямую добавлять функциональные добавки.
Таким образом, различные процессы грануляции оказывают важное влияние на характеристики материалов ТПЭ, в основном включая следующие аспекты:
1. Температура
Температура оказывает существенное влияние на производительность ТПЭ при экструзии и заготовке: она может снизить вязкость расплава, улучшить текучесть расплава, снизить энергопотребление экструдера и соответствующим образом увеличить скорость шнека, не влияя на эффект смешивания и пластификации материал, который способствует повышению прочности и блеска конечного продукта, а также способствует улучшению прозрачности конечного продукта.Однако если температура расплава слишком высока, экструдированная заготовка легко прогнется под действием собственного веса, что приведет к неравномерной толщине продольных стенок заготовки.Таким образом, температура нагрева экструдера должна быть установлена в соответствии со следующим принципом, то есть исходя из возможности экструдировать гладкую и однородную заготовку без перегрузки системы передачи, чтобы гарантировать, что заготовка имеет более высокую температуру. прочности расплава, следует использовать как можно более низкую температуру нагрева.
2. Давление расплава
Расплав, поступающий в фильеру, должен иметь равномерное давление.Соответствующее увеличение давления расплава в экструдере может сделать смешивание материала равномерным и стабилизировать характеристики заготовки и конечного продукта.Для контроля давления экструзии расплава в разгрузочной части экструдера может быть установлен прибор для измерения давления расплава.
3. Скорость подачи расплава
Чем выше скорость транспортировки расплава, тем больше объем экструзии экструдера.Увеличение скорости транспортировки расплава может улучшить явление провисания заготовки под собственным весом и увеличить толщину стенок заготовки.
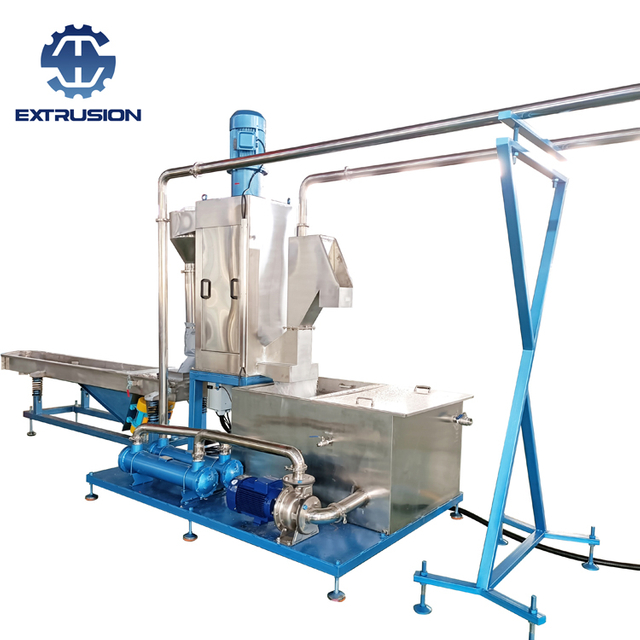
Помимо процесса экструзии, процесс гранулирования также оказывает относительно большое влияние на продукт.В настоящее время она в основном делится на холодную резку и горячую резку.
Метод холодной резки
1. Холодная резка листового металла
Материал, прошедший через месильную машину или внутренний смеситель, пластифицируется в листы открытым смесителем, а затем гранулируется.
2. Холодная резка экструзионного листа.
Замешанный материал пластифицируется экструдером, экструдируется в листы, а затем охлаждается на воздухе или естественным путем перед подачей в плоский гранулятор для гранулирования.
3. Экструзионная холодная резка
Экструзионная холодная резка является наиболее распространенным методом гранулирования термопластичного ТПЭ, а оборудование и процесс относительно просты.Материал пластифицируется экструдером в круглые полосы для экструзии.После того как круглые полосы охлаждаются воздухом или водой, их разрезают на цилиндрические гранулы с помощью гранулятора.
Метод горячей резки
1. Сухая горячая резка
Вращающийся резак размещается рядом с шаблоном матрицы для прямой резки экструдированного материала горячей круглой полосы на гранулы.
2. Горячая резка под водой.
Это новая технология грануляции полиолефина ТПЭ.Матрица и резак работают в циркулирующей теплой воде.
3. Горячая резка на воздухе.
Воздушная горячая резка аналогична сухой горячей резке.Чтобы предотвратить прилипание пеллет, пеллеты охлаждаются обдувом холодным воздухом или распылением теплой воды в кожухе гранулятора.
Подводя итог, я считаю, что от формулы материала ТПЭ до процесса грануляции ТПЭ каждый имеет более глубокое понимание материалов ТПЭ и может лучше удовлетворить свои потребности.
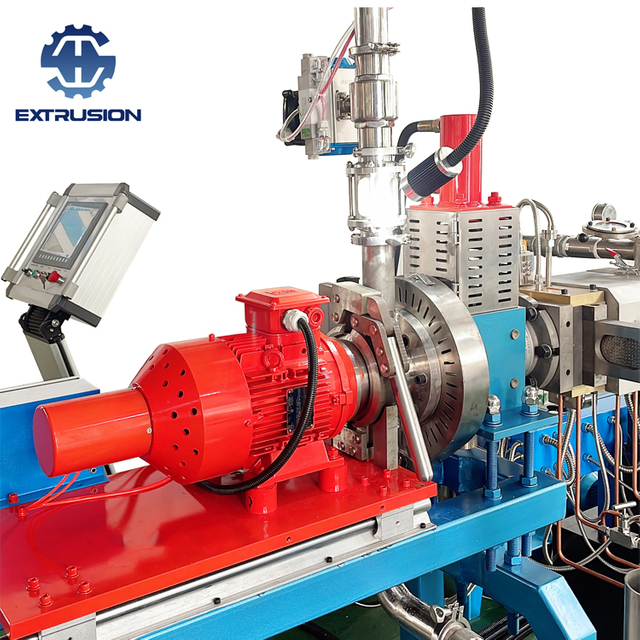
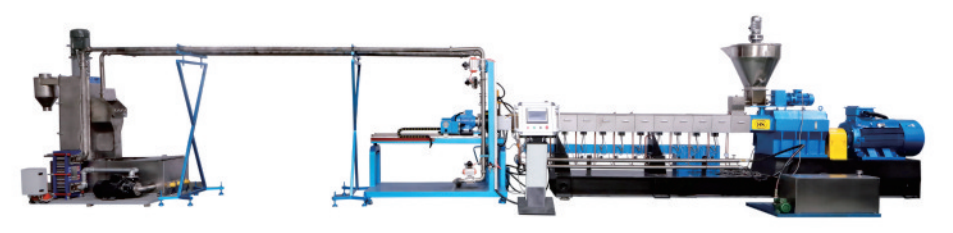
NANJING HAISI является профессиональным производителем экструдеров TPE. Мы поставляем двухшнековые экструдеры, одношнековые экструдеры, экструдеры для переработки пластмасс, двухступенчатые экструдеры, лабораторное оборудование, машины для смешивания и подачи, машины для охлаждения и гранулирования, дробильные машины и так далее.