Просмотры:0 Автор:Pедактор сайта Время публикации: 2026-03-19 Происхождение:Работает
Производство пластиковых гранул требует строгого контроля за подготовкой сырья, параметрами обработки, работой оборудования и контролем качества. Грамотное управление этими факторами обеспечивает стабильное качество пеллет, высокую эффективность производства и долгосрочную надежность оборудования. Ниже приведены наиболее важные аспекты, которые производители должны контролировать при производстве пластиковых гранул.
1. Предварительная обработка сырья
Правильная подготовка сырья является основой стабильного производства пеллет и напрямую влияет на качество конечного продукта.
Сортировка материалов и контроль загрязнения
Сырье необходимо тщательно отсортировать от металлических фрагментов, песка, текстильных волокон и других загрязнений. Примеси могут серьезно повредить шнеки, цилиндры и матрицы, отрицательно влияя на производительность пеллет. Различные сорта пластика и типы полимеров следует обрабатывать отдельно, чтобы предотвратить перекрестное загрязнение и нестабильность свойств материала.
Требования к сушке материала
Контроль влажности имеет важное значение при гранулировании пластика. Например, содержание влаги в полиэтилене (ПЭ) обычно следует поддерживать ниже 0,05%. Избыточная влага может привести к образованию пузырей, дефектам поверхности и нестабильному течению расплава. Сушка обычно производится в промышленных сушилках при температуре от 80°С до 100°С в течение 2–4 часов, в зависимости от типа материала и уровня влажности.
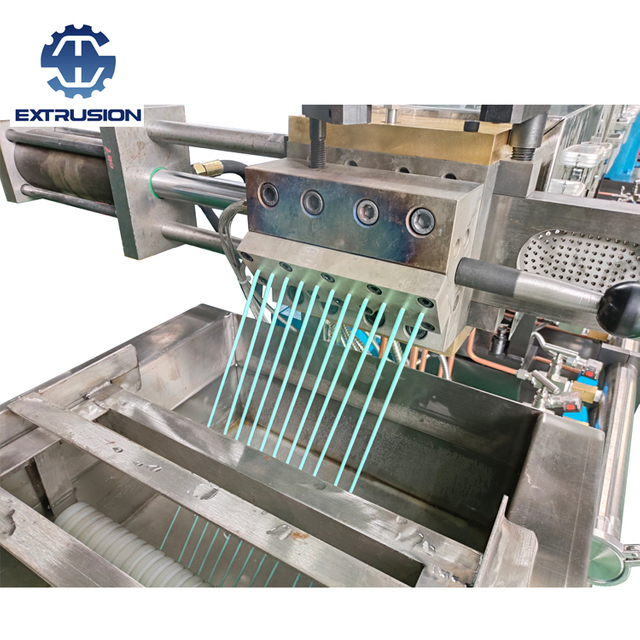
2. Контроль параметров процесса экструзии
Точный контроль параметров процесса необходим для достижения равномерного плавления, стабильной экструзии и постоянного размера гранул.
Настройки температурного профиля
Температуру экструзии следует регулировать в соответствии с характеристиками полимера, такими как температура плавления, вязкость и термическая стабильность. Если взять в качестве примера полиэтилен, то температура ствола обычно находится в диапазоне от 160°C до 190°C, постепенно увеличиваясь от зоны подачи к фильерной головке.
Слишком низкие температуры могут привести к плохой пластификации и неравномерности гранул.
Чрезмерно высокие температуры могут вызвать деградацию полимера, карбонизацию или обесцвечивание.
Согласование скорости шнека и скорости подачи
Скорость вращения шнека должна соответствовать скорости подачи. Чрезмерная подача может вызвать блокировку материала, а чрезмерная скорость шнека может привести к чрезмерному сдвиговому нагреву, что приводит к деградации полимера и нестабильному качеству расплава.
Стабильный контроль давления расплава
Поддержание постоянного давления головки имеет решающее значение. Большие колебания давления могут привести к неравномерному диаметру гранул и нестабильной производительности последующей обработки.
3. Эксплуатация и обслуживание оборудования.
Правильная эксплуатация оборудования и регулярное техническое обслуживание необходимы для обеспечения стабильности производства и продления срока службы машин.
Проверка запуска и остановки
Перед началом производства операторы должны проверить ключевые компоненты, включая шнеки, бочки, грануляторы и системы охлаждения. Все детали трансмиссии должны быть надлежащим образом смазаны. После остановки производства остатки материалов внутри цилиндра и головки должны быть немедленно очищены, чтобы предотвратить карбонизацию материала во время следующего запуска.
Управление гранулированием и охлаждением
Во время гранулирования скорость резки должна быть синхронизирована со скоростью вытягивания, чтобы обеспечить одинаковый размер гранул.
При гранулировании стренги с водяным охлаждением температуру охлаждающей воды следует поддерживать в пределах от 20°C до 30°C, чтобы обеспечить быстрое затвердевание гранул и предотвратить слипание.
Для систем горячей резки с воздушным охлаждением необходим достаточный поток воздуха, чтобы избежать изменения цвета или деформации гранул.
4. Контроль качества и безопасность производства.
Строгий контроль качества и безопасные методы производства необходимы для поддержания стабильных характеристик пеллет и защиты работников.
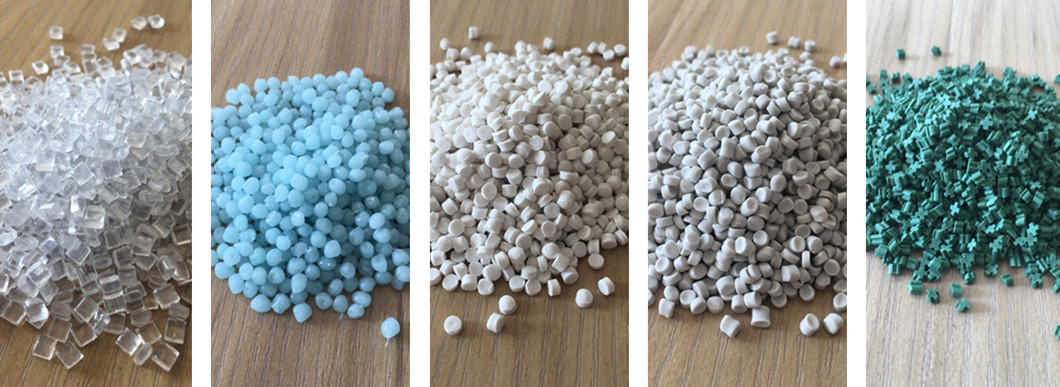
Проверка качества пеллет
Пеллеты следует регулярно проверять на внешний вид и точность размеров. К ключевым показателям качества относятся:
Поверхность без пузырьков и примесей
Однородный цвет и последовательная форма
Допуск на диаметр гранул обычно не превышает ±0,5 мм.
Кроме того, необходимо периодически проводить лабораторные испытания, такие как измерение скорости течения расплава (MFR) и плотности, чтобы убедиться, что окатыши соответствуют спецификациям продукта.
Безопасность цеха и экологический контроль
Производственные цеха должны поддерживать надлежащие системы вентиляции и пылеудаления, чтобы предотвратить накопление пластиковой пыли и потенциальную угрозу безопасности. Операторы должны носить защитные перчатки и защитное оборудование при работе с высокотемпературным оборудованием, чтобы предотвратить ожоги и травмы.
Заключение
Производство качественных пластиковых гранул требует комплексного контроля за предварительной обработкой материала, параметрами экструзии, работой оборудования и системами управления качеством. Оптимизируя эти основные производственные факторы, производители могут улучшить консистенцию окатышей, уменьшить количество производственных дефектов, повысить эксплуатационную безопасность и обеспечить надежную производительность последующей переработки.
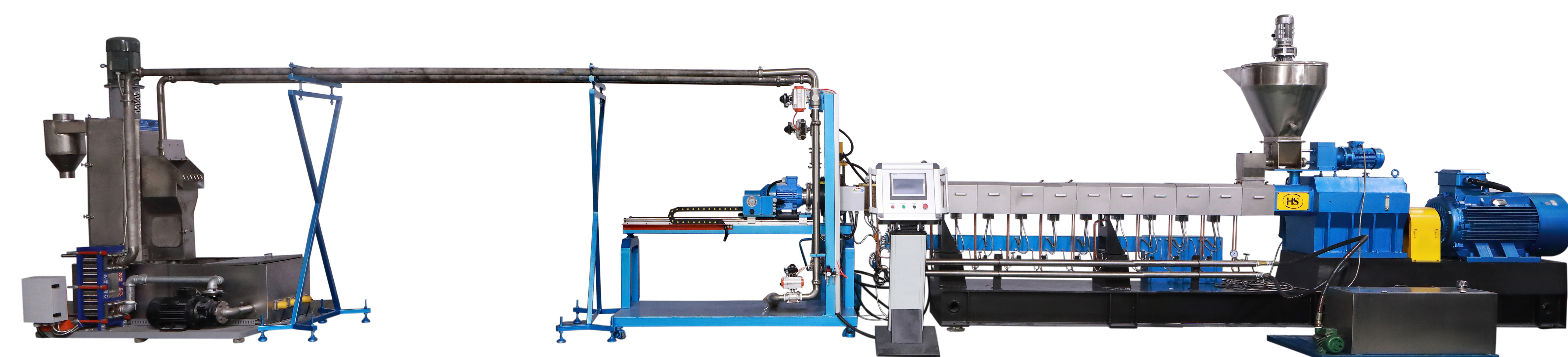
Nanjing Haisi является профессиональным производителем пластиковой экструдерной машины, мы поставляем двадневный экструдер винтов, одно винтовой экструдер, пластиковый экструдер, двухэтапный экструдер, лабораторный экструдер, смешивание и кормление, охлаждающая и шарика, машина для дробления и так далее.