Просмотры:0 Автор:Pедактор сайта Время публикации: 2025-05-12 Происхождение:Работает

Благодаря все более интенсивной рыночной конкуренции, размер униформы и минимальные дефектные формы стали ключевыми показателями качества продукта. В результате контроль внешнего внешнего вида пластиковых пеллетов является более важным, чем когда -либо.
В реальном производстве общей проблемой в подводных шариках является возврат гранулы: после того, как полиэфирные пряди разрезаны пеллетизаторами, некоторые гранулы проходят через вращающиеся и стационарные лезвия, а затем вытягивают обратно к обратному направляющему пластине перед передней и задней тяговой роликами. Затем эти гранулы снова промывают водой, проходя вторую резку, что приводит к более неправильной форме гранулы и штрафов, что в конечном итоге снижает общее качество продукта. Анализ показывает, что на возврат гранула влияет такие факторы, как переполнение и опрыскивание водного потока, распылительный поток под держателем лезвия с водой, передавая температуру воды и скорость потока, угол наклона к лезвию и расстояние между тягами.
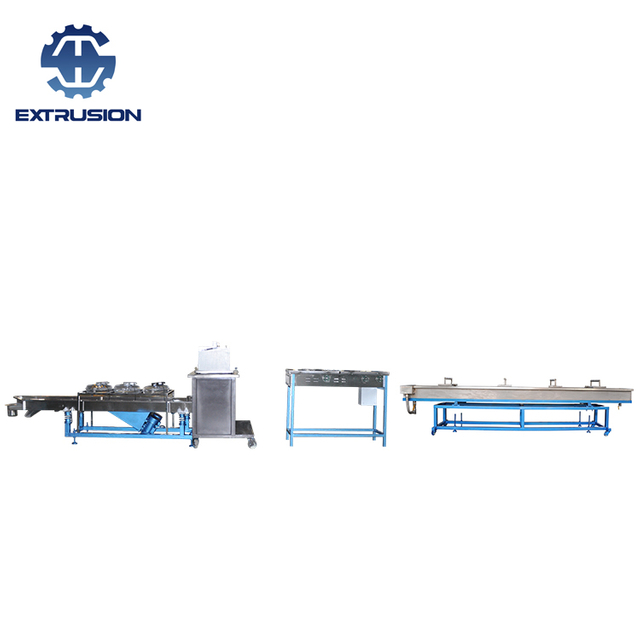
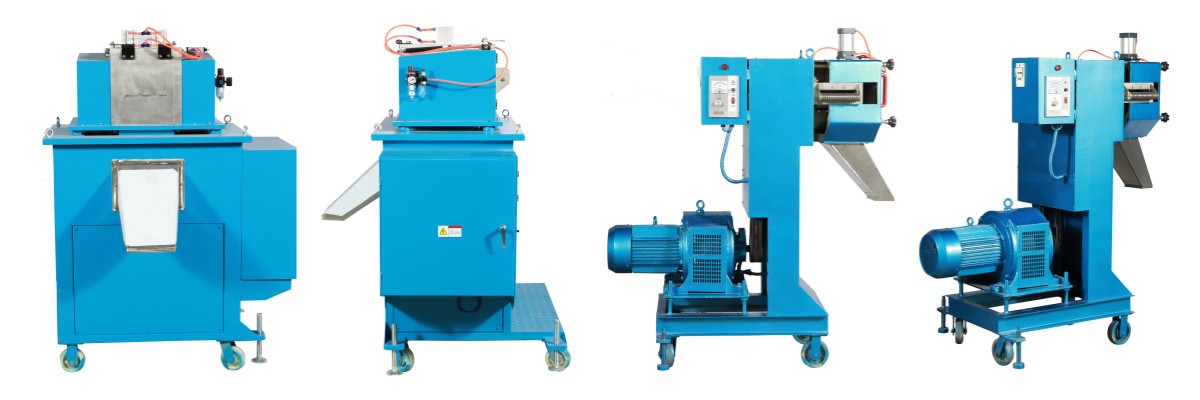
Обзор системы пеллетов
Гранилизатор состоит из режущей камеры, прямой головки, стартап -пластины, направляющей пластины, сушилки и вибрирующего экрана. Во время работы расплавленный полимер закачивается в головку матрицы цепи, экструдируют в нити, которые текут вниз вдоль направляющей пластины. Пяния сначала охлаждаются переполненной водой, а затем дополнительно охлаждаются брызги, чтобы быстро затвердеть поверхность для лучшей резки. Когда они приближаются к камере резки, некоторые переполняют и разбрызгивают воду, рециркулируются через конденсатор пластины в охлаждающий бак для повторного использования. Оставшаяся вода переносит пряди в камеру режущей, где передние и задние тяги питают их в вращающиеся и стационарные лезвия для резки.
Передача воды входит через насадку и разделена на два потока: один промывает лопасти, чтобы улучшить охлаждение и очистку, в то время как другой поток транспортирует вырезанные гранулы вниз к сушилке, а затем обезвоживание, скрининг и упаковка.
Коэффициент 01: переполнение и опрыскивание обратного потока воды
Если перегрузка переполнения и опрыскивания воды слишком сильна перед тем, как достичь камеры резки, эффективность охлаждения падает из -за уменьшения контакта с водой вдоль направляющей пластины. Это приводит к отскок температуры пряди, плохой резки, прилипания лезвия и в конечном итоге возврата гранул.
Решение: уменьшить скорость обратного потока. Первоначально с использованием обратной трубы 50 мм, добавляя 15 -миллиметровую прокладку с шеей, эффективно уравновешивает обратное и охлаждающее содержание воды, значительно снижая возврат гранул.
Фактор 02: распылитель под держателем лезвия воды
В нормальных условиях вода разбивается на два потока: один промывает режущие лопасти и гранулы, чтобы обеспечить своевременное удаление и охлаждение; Другой транспортирует гранулы вниз.
Проблема: Если насадка для распыления блокирована или смещена, или если отверстие клапана слишком мало, недостаточное давление воды предотвратит омывание гранул со временем. Они могут вращаться с движущимся лезвием и упасть позже, вызывая вторичную резку.
Коэффициент 03: Температура воды и скорость потока
Транспортная вода играет важную роль в охлаждении гранул. Во время экструзии полиэфирные нити имеют высокие внутренние температуры. В то время как внешняя поверхность охлаждается переполнением и распылительной водой, внутреннее ядро остается расплавленным.
Слишком высокая температура воды → расплавленный центр не затвердевает во времени → липкие гранулы → прилипать к лезвиям → возврат гранулы.
Слишком низкая температура воды → чрезмерное упрочнение → хрупкие гранулы → Увеличение износа инструмента и больше штрафов.
Рекомендация:
Зима: температура воды при 32–34 ° C
Лето: температура воды при 30–32 ° C
Поддерживать поток воды примерно на 15 м⊃3;/ч
Фактор 04: лезвие обратно угла наклона
Недавний вывод показывает, что замена лезвия помогает решить проблемы возврата гранул. Это связано с тем, что поставщик лезвия часто реализует край и исправляет передние и задние углы лезвия. Угол на заднем направлении значительно влияет на производительность резки. Если обратный угол лезвия неверен или носят некоторые зубы лезвия, гранулы могут не отступить должным образом, вращаться с лезвием, а затем вернуться.
Таким образом, возвращение гранул может служить индикатором износа и производительности лезвия.
Фактор 05: расстояние между передним и задним тяжками роликами
Странд превращается в режущую камеру в основном через трение от передней и задних роликов. Для правильной пеллетики ролики должны оказывать достаточное давление на прядь. Если ролик слишком велик, прядь может дрожать или не кормить постоянно, что приводит к неровным гранулам и вторичной резке.
Рекомендация:
Поддерживайте ролик на 1,2–2,0 мм
Убедитесь, что зазор меньше толщины цепи минус глубины сжатия.
Если размер шарика неровный или включает в себя длинные полосы и нерегулярные формы, проверьте, слишком ли расстояние между роликами. Если размер гранулы равномерен, расстояние между роликами не может быть причиной.
Nanjing Haisi является профессиональным производителем пластикового пеллетизатора, мы поставляем линию двухквартирной экструзии с двумя винтами, линию экструзии с одним винтом, линией экструзии пластиковой рециркуляции, двухэтапной линии экструзии, лабораторной линии экструзии, смешивании и кормлении, охлаждающей и шаймами, машиной для дробления и т. Д.