Просмотры:0 Автор:Pедактор сайта Время публикации: 2025-07-07 Происхождение:Работает
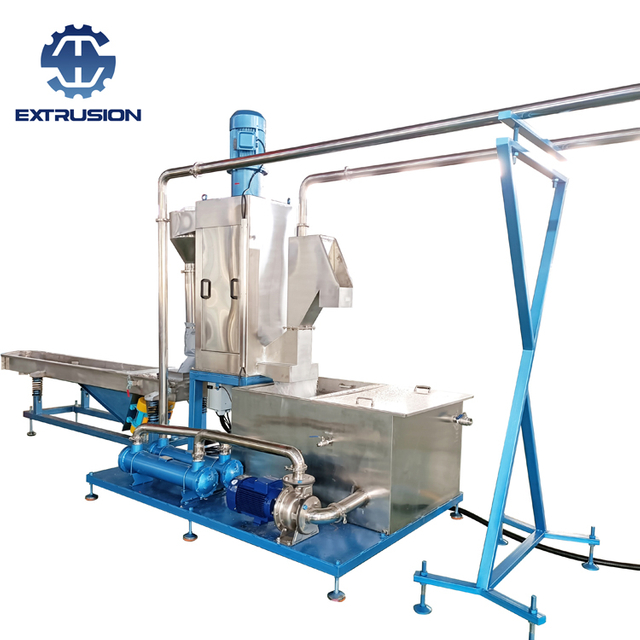
Подводная пеллетизация становится все более популярной в производстве инженерных полимеров, таких как ПЭТ, нейлон и поликарбонат. Эти полимеры часто имеют низкую вязкость, быстрые скорости охлаждения или высокие температуры расплава - характеристики, которые делают обработку более сложной.
По сравнению с прядилистикой, подводная пеллета предлагает лучшее качество гранул, более высокую автоматизацию и более низкие эксплуатационные расходы. Однако при обработке чувствительных к инженерным смолам риск замораживания отверстий значительно больше, чем у товарных смол, таких как PE, PP или PS.
Почему дыры умирают?
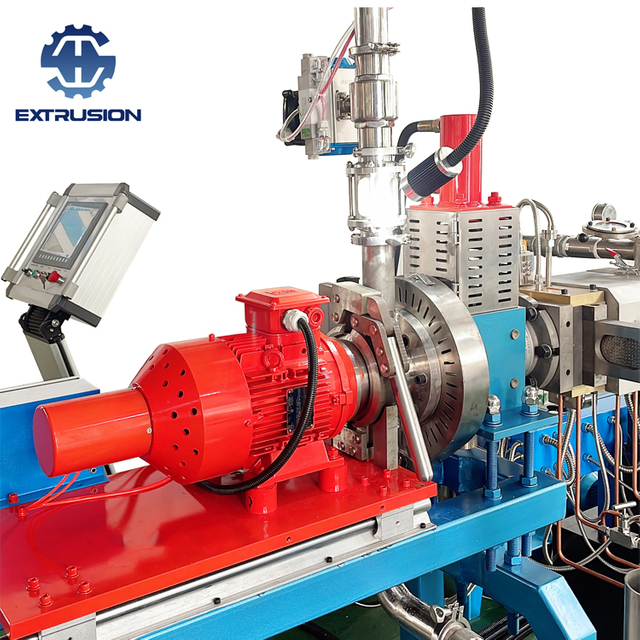
Подводные пеллетизаторы обычно используют круговые штампы с от 10 до 20 отверстий - или даже сотни - в зависимости от размера системы. Каждое отверстие для матрицы, обычно 0,125 дюйма в диаметре (в диапазоне от 0,01 до 0,20 дюйма), обеспечивает приблизительно 25–100 фунтов/час расплавленного полимера. Ключом к успешному подводному пеллетике является поддержание постоянного потока расплавленного пластика через отверстия для матрицы при температуре расплава, несмотря на прямой контакт с охлаждающей водой.
Поскольку матрица изготовлена из термически проводящего металла, недостаточный поток расплава приводит к быстрому охлаждению и потенциальному затвердеванию полимера внутри отверстий. Сначала эта блокировка остается незамеченной, но постепенно снижает эффективность матрицы, приводит к нерегулярным формам гранул, уменьшает выход и в конечном итоге заставляет отключения для очистки.
Три основные причины замораживания дыры:
1. Неправильная последовательность запуска
Большинство умирающих замерзания происходит во время стартапа. Если смола течет до того, как вода достигнет лицевой поверхности, полимер может размазывать и блокировать отверстия снаружи. И наоборот, если вода течет перед смолой, она может быстро охладить матрицу и преждевременно закрепить смолу. Правильная синхронизация потока полимера, потока воды и резака имеет решающее значение.
Современные подводные системы осадки используют автоматизацию ПЛК, чтобы точно контролировать эту последовательность, используя полимерные диверсионные клапаны и системы обхода воды. Эти расширенные элементы управления гарантируют запуск в миллисекундах, минимизируя ошибку оператора.
2. Неадекватное нагревание и изоляцию.
Даже после стартапа, плохой дизайн Die может привести к замораживанию. Большинство умираний нагреваются картриджными обогревателями или тепловым маслом. Нагреватели картриджа часто нагревают матрицу неравномерно, особенно внешние отверстия, в то время как центр может оставаться прохладным, что делает его склонным к замораживанию, особенно с узкими обработками смолы, такими как нейлон.
Тепловое отопление масла обеспечивает более равномерное распределение тепла и предпочтительнее для систем с высоким выходом или чувствительных материалов. Несмотря на то, что он более дорогим, теперь он принимается в системах среднего размера для лучшего контроля температуры. Тем не менее, заблокированные масляные клапаны все еще могут вызвать локализованное охлаждение и блокировку отверстий.
Изоляция также играет важную роль. Традиционные твердые изоляционные пластины могут освободиться, позволяя воде просачиваться и охладить кубик. Изоляция вакуумного задувания (Plower Deal Design) предлагает лучшую долгосрочную теплоизоляцию и может быть модернизирована на большинство систем.
3. Нестабильность процесса и выходные колебания
Несовместимый полимерный поток является еще одной основной причиной замораживания. Например, кормление материалов с низкой объемной плотностью может вызвать скачки экструдера, что приводит к прерывистому потоку и случайному замораживанию. Расплаваемые насосы помогают стабилизировать выход и обеспечить последовательное давление отверстия.
Аналогично, прерывистые смены экрана слайд-пластины могут вызвать захват воздуха и перерывы потока, замораживая отверстия для матрицы. Непрерывный размер экрана решает это, включив замену экрана без нарушения процесса или захвата воздуха.
Вывод: как уменьшить частоту очистки
Чтобы предотвратить блокировку отверстия и уменьшить потребность в частой очистке во время подводной пеллетизации:
Автоматизируйте последовательность запуска, чтобы обеспечить правильное время работы смолы, воды и резака.
Оптимизируйте нагрев и изоляцию, в пользу систем теплового масла или вакуумной изоляции, где это возможно.
Поддерживайте стабильные условия обработки, используя насосы расплава и непрерывные изменения экрана, чтобы минимизировать выходные колебания.
Сосредоточив внимание на этих трех областях, производители могут значительно улучшить паллелизацию надежности, сократить время простоя и продлить срок службы оборудования.
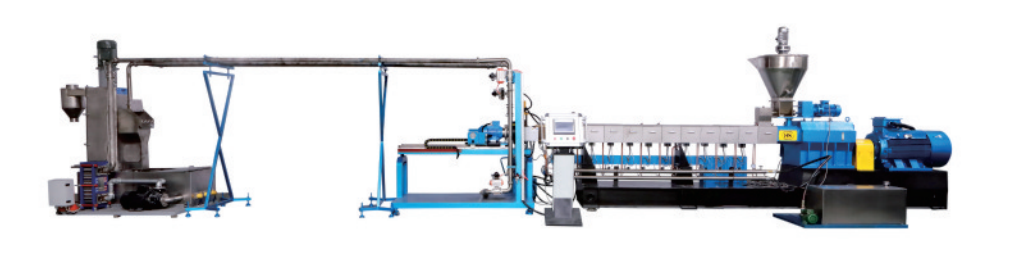
Nanjing Haisi является профессиональным производителем пластиковой экструдерной машины, мы поставляем двадневный экструдер винтов, одно винтовой экструдер, пластиковый экструдер, двухэтапный экструдер, лабораторный экструдер, смешивание и кормление, охлаждающая и шарика, машина для дробления и так далее.