Просмотры:0 Автор:Pедактор сайта Время публикации: 2026-03-02 Происхождение:Работает
При производстве пластиковых гранул контроль температуры и качество гранул напрямую влияют на характеристики конечного продукта, эффективность производства и стоимость материалов. Неправильные настройки температуры могут легко привести к таким дефектам, как прилипание пеллет или полые пеллеты. Понимание того, как правильно регулировать температуру гранулятора и устранять распространенные проблемы гранулирования, имеет важное значение для достижения стабильных и высококачественных результатов грануляции.

1. Как отрегулировать температуру гранулятора
Принципы контроля температуры
Температура гранулирования должна быть установлена в соответствии с температурой плавления материала, характеристиками текучести расплава и термической стабильностью. В большинстве процессов компаундирования и гранулирования пластмасс температурный профиль обычно соответствует принципу «от низкого к высокому» или ступенчатому нагреву, что предотвращает преждевременное плавление в зоне подачи и термическое разложение на разгрузочном конце.
Основные этапы регулировки температуры
1. См. данные по обработке материалов.
Различные полимеры имеют разные температурные диапазоны обработки. Операторам следует всегда сверяться с техническими данными поставщика материала или руководством по обработке перед настройкой параметров машины.
Типичные эталонные температуры обработки включают:
ПП (полипропилен): 180 – 230°C
ПЭ (полиэтилен): 160 – 220°C
АБС (акрилонитрил-бутадиен-стирол): 190–240°C.
ПВХ (поливинилхлорид): 160–190°C (требуется строгий контроль термостабильности)
2. Установите зоны нагрева.
Большинство экструдеров-грануляторов разделены на 3-5 зон нагрева. Температура должна постепенно повышаться от секции подачи к фильерной головке, при этом разница температур между соседними зонами обычно контролируется в пределах 5–20°C.
3. Разогрейте и стабилизируйте
После установки целевых температур экструдер следует предварительно нагреть и выдержать при заданной температуре в течение 15–30 минут, чтобы обеспечить термическую стабильность и равномерное распределение тепла.
4. Наблюдайте и настраивайте
Во время работы следите за такими ключевыми показателями, как:
Давление расплава
Ток главного двигателя
Условия пластификации расплава
Стабильность экструзии
Операторы могут точно настраивать температуру в пределах ±5°C для достижения оптимальной однородности расплава.
5. Запись стандартных параметров обработки
После достижения стабильного производства запишите все параметры, включая:
Температурный профиль
Скорость винта
Нагрузка двигателя
Пропускная способность
Эти данные служат стандартными производственными ссылками для будущих операций.
Важные замечания по контролю температуры
Чрезмерно высокая температура может вызвать:
Деградация материала
Пожелтение или обесцвечивание
Пузырьки газа
Сгоревшие частицы
Чрезмерно низкая температура может вызвать:
Плохая пластификация
Высокая нагрузка двигателя
Гранулы грубой или неправильной формы
Корректировка переработанных материалов:
Для переработанных или повторно измельченных материалов обычно требуется температура на 5–10°C ниже, чем для первичных материалов.
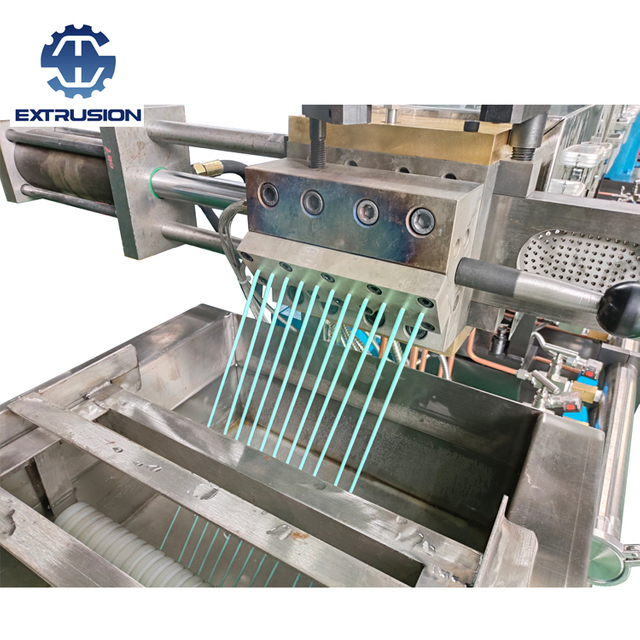
2. Решения проблем с прилипанием и полостью пеллет
А. Слипание окатышей (агломерация окатышей)
Основные причины
1. Скорость фрезы слишком низкая или лезвия изношены.
2. Температура расплава слишком высока, что приводит к низкой вязкости расплава.
3. Температура охлаждающей воды слишком высокая или поток охлаждающей жидкости недостаточен.
4. Система подачи воздуха обеспечивает недостаточный поток воздуха, препятствуя правильному охлаждению гранул.
Решения
Отрегулируйте систему ножей
Соответствующим образом увеличьте скорость фрезы.
Проверьте остроту лезвия
Замените или переточите изношенные лезвия.
Уменьшите температуру плавления
Снижение температуры головки или расплава на 5–10°C.
Увеличение вязкости расплава для улучшения разделения окатышей.
Повышение эффективности охлаждения
Уменьшите температуру охлаждающей воды (рекомендуется 15–25°C).
Увеличьте расход охлаждающей воды
Перед сбором убедитесь, что гранулы полностью охлаждены.
Оптимизация системы воздушной транспортировки
Проверьте и очистите заблокированные воздухопроводы.
Отрегулируйте объем воздушного потока, чтобы обеспечить плавную транспортировку и охлаждение гранул.
Отрегулируйте расстояние резки
Немного увеличить расстояние между фрезой и поверхностью штампа.
Дайте дополнительное время на охлаждение перед резкой гранул.
Полые пеллеты (пеллеты с внутренними пузырьками)
Основные причины
1. Влажность сырья слишком высока, особенно из переработанных или гигроскопичных материалов.
2. Недостаточная вакуумная дегазация или заблокировано вентиляционное отверстие.
3. Чрезмерно высокая температура плавления, вызывающая разложение материала и образование газа.
4. Неправильная степень сжатия винта или недостаточная эффективность дегазации.
Решения
Правильная сушка материала
Гигроскопичные полимеры перед экструзией необходимо тщательно высушить:
ПЭТ, ПА, АБС и подобные материалы.
Рекомендуемые условия сушки: 80–120°C в течение 2–4 часов.
Проверьте систему вакуумной дегазации
Очистите засор вентиляционного отверстия
Проверьте работу вакуумного насоса
Убедитесь, что уровень вакуума превышает -0,08 МПа.
Более низкая температура плавления
Соответствующим образом уменьшите температуру плавления.
Предотвратить термическое разложение полимера и газообразование
Оптимизация параметров обработки
Умеренно увеличьте скорость шнека.
Уменьшите скорость подачи, чтобы улучшить эффективность дегазации.
Проверьте конструкцию винта
Если полые гранулы встречаются часто, может потребоваться оптимизация конфигурации шнека или степени сжатия для улучшения сжатия расплава и эффективности удаления газов.
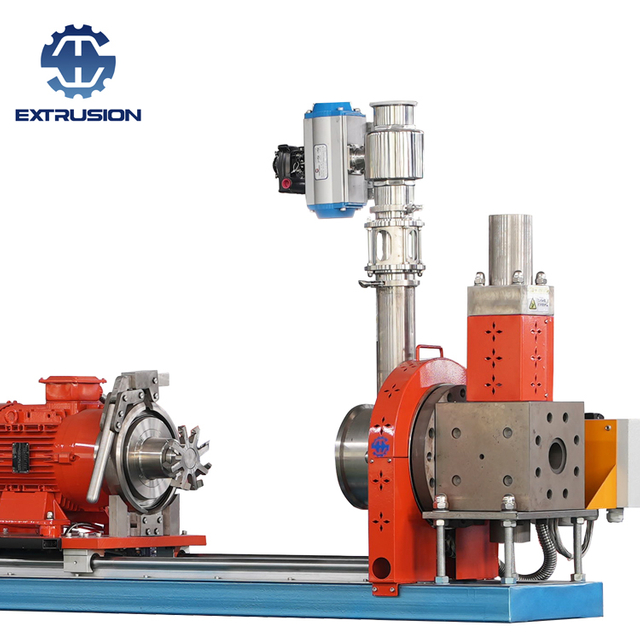
3. Важность надлежащего контроля процесса гранулирования
Стабильный контроль температуры, эффективное охлаждение и правильная дегазация имеют решающее значение для производства высококачественных пластиковых гранул. Усовершенствованные системы гранулирования, особенно двухшнековые экструдеры, обеспечивают лучшее смешивание, дегазацию и контроль температуры, что делает их идеальными для компаундирования, переработки и производства маточных смесей.
Оптимизируя параметры переработки и надлежащим образом обслуживая оборудование для гранулирования, производители могут:
Улучшение стабильности качества пеллет
Сокращение производственных отходов
Более низкая стоимость сырья
Повышение общей эффективности производства
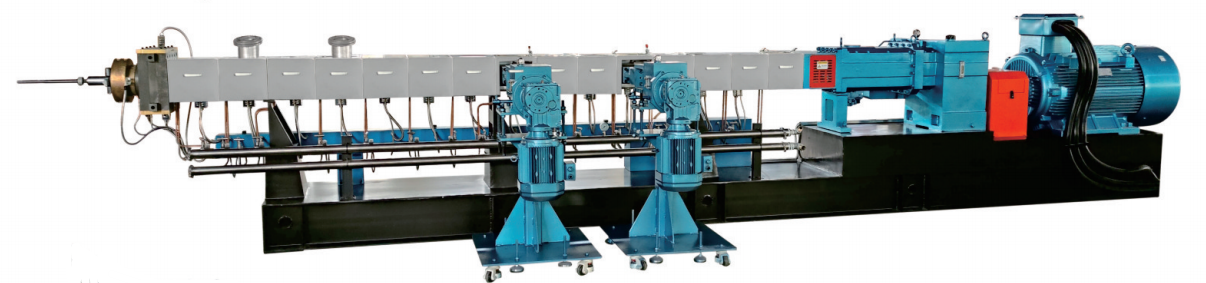
Nanjing Haisi является профессиональным производителем пластиковой экструдерной машины, мы поставляем двадневный экструдер винтов, одно винтовой экструдер, пластиковый экструдер, двухэтапный экструдер, лабораторный экструдер, смешивание и кормление, охлаждающая и шарика, машина для дробления и так далее.