Просмотры:2 Автор:Pедактор сайта Время публикации: 2025-03-06 Происхождение:Работает
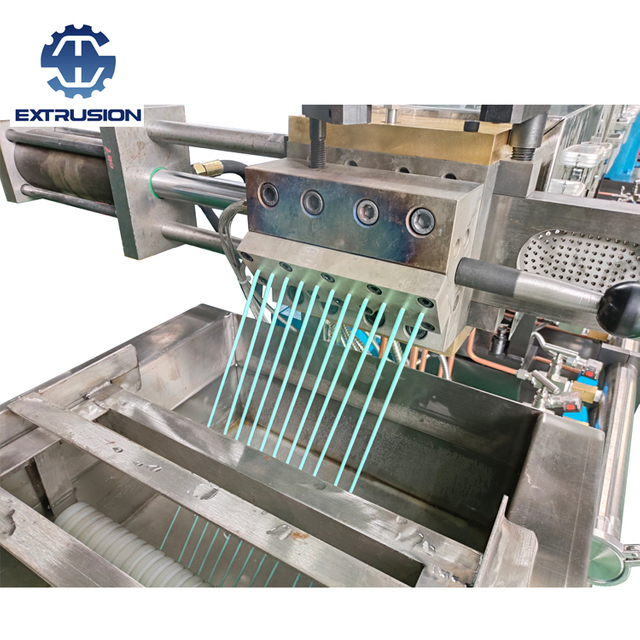
В некоторых смешанных производственных линиях используются двойной экструдер или непрерывный заминок для смешивания, за которым следует однокновой экструдер с расплавлением для применения давления и осаждения материала.
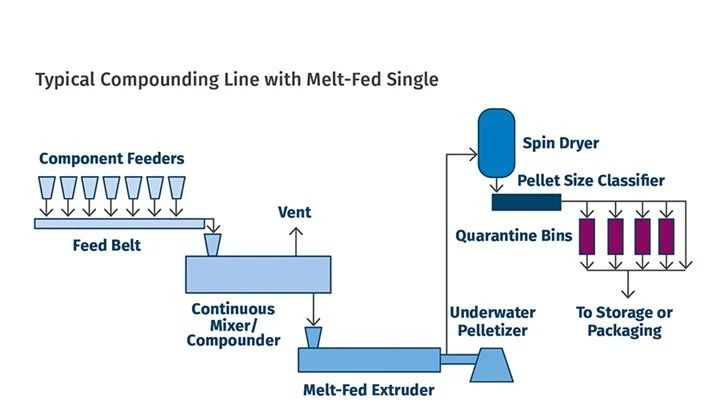
Схема линии производства соединений с использованием непрерывного миксера для соединения и однокнового экструдера с расплатой для оказания давления на гранулятор. Источник (все изображения): Марк Спалдинг.
В этом процессе сырье сначала измеряется в кормушку, а затем подается в двойной экструдер или заминка для смешивания. Скорость смешивания контролируется фидером, в то время как максимальная скорость определяется с помощью оборудования для смешивания. Другими словами, скорость обычно увеличивается до тех пор, пока оборудование для смешивания не достигнет своего максимального предела крутящего момента.
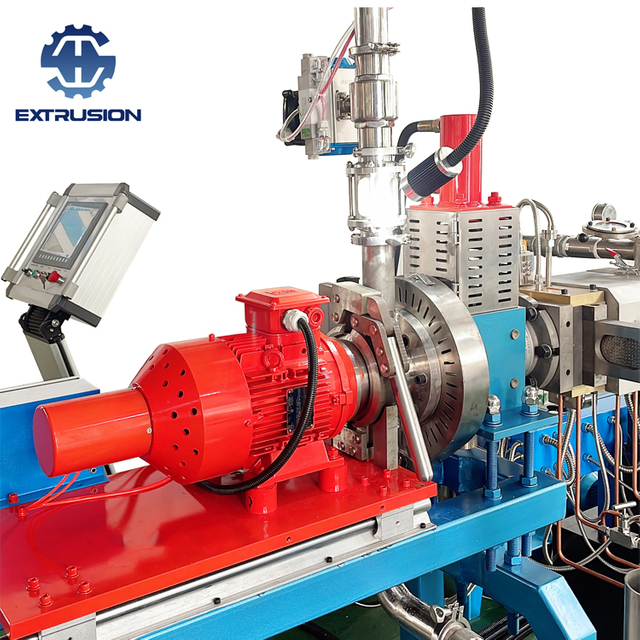
Затем материал, выходящий из смешивания оборудования, вписывается в вход в однокварновый экструдер. Однократный экструдер использует метод подачи голода, чтобы гарантировать, что материал не накапливается в бункере. Давление увеличивается вдоль длины винта, генерируя достаточное давление, чтобы привести к осадке. На этом этапе одноквальный экструдер никогда не должен быть частью, контролирующей скорость производственной линии.
В одноклевом экструдере давление на входе равно нулю, в то время как давление разгрузки относительно высокое, создавая положительный градиент осевого давления. Этот градиент снижает конкретную скорость пропускной способности процесса. Конкретная скорость пропускной способности - это скорость, деленная на скорость винта - например, фунты в час за об / мин. Способность экструдера поддерживать скорость при создании давления в основном зависит от глубины измерения канала, градиента давления и вязкости смолы.
Следовательно, основной проблемой с экструдерами кормления расплава (в частности, однокромной частью) является настройка глубины измерения канала. Эта статья представляет линию смешивания с однокварным экструдером диаметром 15 дюймов. Глубина измерения винта составляет 1,73 дюйма.
Эта глубина слишком большая, чтобы эффективно накачать и подчеркивать смолу для пеллетизации. Для этой конфигурации винта экструдер может работать только со скоростью 3280 фунтов в час, с скоростью винта 15 об/мин, что приводит к определенной скорости пропускной способности 219 фунтов/час. Низкая специфическая скорость пропускной способности приводит к повышению температуры разряда слишком высокой, что приводит к деградации пламенных добавок. Приемлемая максимальная температура разряда для этой смолы и огнестойкости химикатов составляет около 180 ° C.
Как показано на рисунке 2, когда глубина измерения канала составляет от 0,7 до 1 дюйма, специфическая скорость пропускной способности увеличивается почти линейно с глубиной. Это связано с тем, что удельная скорость линейно увеличивается с глубиной канала. Конкретная скорость относится к скорости винта, генерируемой вращением, исторически известной как конкретная скорость сопротивления, которая возникает при отсутствии приложенного градиента давления.
Соотношение между конкретной скоростью пропускной способности, температурой разряда и глубиной измерения канала в составленных PE.
Как упоминалось ранее, винтовой канал имеет положительный градиент осевого давления. Это связано с тем, что материал, попадающий в канал подачи под нулевым давлением, в то время как давление разгрузки относительно высокое для удовлетворения требований пеллетизатора. Этот градиент давления снижает специфическую скорость пропускной способности экструдера. Кроме того, специфическая скорость пропускной способности пропорциональна кубу глубины измерения. Это объясняет, почему конкретная скорость пропускной способности достигает своего пика, когда глубина канала составляет около 1,18 дюйма.
На более глубоких глубинах канала скорость потока значительно уменьшается по мере увеличения куба глубины канала. Рисунок 2, созданный с использованием численного моделирования, предполагает скорость 8500 фунтов/час и давление сброса 3000 фунтов на квадратный дюйм, подходящее для полиэтилена (PE), смешанного с огнестойкими химическими веществами.
На рисунке 2 также показана температура разряда материала. На глубине измерения канала около 1,30 дюйма температура достигает своего наименьшего значения 179 ° C. Напомним, что максимальная специфическая скорость пропускной способности происходит на глубине канала около 1,18 дюйма. Температура разряда обычно реагирует на определенную скорость пропускной способности; По мере увеличения специфической скорости пропускной способности температура разряда уменьшается. Как на самых глубоких, так и на самых мелких концах канала на рисунке 2 температура разряда относительно выше - 184 ° C и 182 ° C, соответственно. При 182 ° C некоторые огнестойковые замедления начинают разлагать.
Затем мы изготовили новый винт с более мелким измерением, оптимизированным на глубине 1,18 дюйма. На рисунке 3 показано моделирование конструкции винта, обеспечивающая осевые кривые давления и температуры. Моделирование указывает на то, что новый винт должен быть в состоянии качать 8500 фунтов в час со скоростью винта 15,5 об/мин, с определенной скоростью пропускной способности 548 фунтов/(час · об/мин), что более чем в 2,5 раза превышает скорость исходного винта.
Как показано на рисунке 3, давление на входе винта равно нулю, в то время как давление разряда составляет 2400 фунтов на квадратный дюйм, образуя положительный градиент осевого давления. Как упоминалось ранее, этот положительный градиент давления, наряду с глубиной канала, определяет специфическую скорость пропускной способности смолы. Моделируемая температура разряда составляет 174 ° C, которая достаточно низкая, чтобы предотвратить разложение огнестойких химических веществ.
Моделируйте осевое давление и температуру нового винта с глубиной винтового канала 1,18 дюйма. Скорость составляет 8500 фунтов в час, скорость винта составляет 15,5 об/мин, а специфическая скорость пропускной способности составляет 548 фунтов в час.
В процессах экструзии кормления расплава один экструдер с одним склевом никогда не должен становиться ограничивающим этапом процесса. Вместо этого ограничивающий шаг должен быть крутящим моментом на роторе процесса смешивания. Однократный экструдер с расплавлением, представленный здесь, становится ограничивающим стадией, поскольку температура разряда должна оставаться ниже 180 ° C, чтобы предотвратить разложение химических веществ огнестойкости. Оптимальная глубина канала обычно происходит с самой высокой специфической скоростью пропускной способности, и большинство дизайнеров винтов знают, как разработать эту оптимальную глубину измерения канала.
Кроме того, длина свинца винта может быть немного увеличена, чтобы обеспечить более высокую специфическую пропускную способность, не делая измерения слишком глубоким или чрезмерно чувствительным к положительному градиенту осевого давления. Например, оригинальный винт диаметра 15 дюймов имеет длину свинца, равную его диаметру, тогда как оптимизированная длина свинца винта увеличивается до 1,2 раза больше диаметра. Это увеличение длины свинца приводит к увеличению специфической пропускной способности на 18%.
Кроме того, оптимизированная глубина измерения канала, как правило, составляет от 6% до 8% от диаметра винта, в зависимости от вязкости смолы, осевой длины канала и давления разряда. Например, глубина отбора канала исходного винта составляет 11,8% от диаметра, в то время как глубина измеренного канала оптимизированного винта составляет 7,8% от диаметра.
Оптимизированный винт, представленный здесь, требует дополнительного крутящего момента от двигателя. Если процесс не может обеспечить дополнительный крутящий момент, оптимизация не будет возможна. Большинство дизайнеров винтов знают об этой проблеме и регулярно проверяют требования к крутящему моменту.
Nanjing Haisi является профессиональным производителем пластиковой линии пеллетов, мы поставляем двадневный экструдер винта, один винтовой экструдер, пластиковый экструдер, двухступенчатый экструдер, лабораторный экструдер, смешивание и кормление, охлаждающая и шатанная машина, машина для дробления и так далее.