Просмотры:0 Автор:Pедактор сайта Время публикации: 2021-04-08 Происхождение:Работает
Пластическая экструзия-это издавливая расплавленная пластика через форму в форму с фиксированным поперечным сечением. Это эффективный метод для производства различных форм и имеет важное значение для промышленных и домашних продуктов. Поскольку пластмассы расплавлены из твердой формы, а затем сжижены, только термопластики могут противостоять экструзии. Характеристики этого пластика позволяют перерабатывать отходы, а также товары после потребителей. Мы узнаем больше о том, как продукты производятся ПВХ соединительный экструдер.
Следующие знания перечислены ниже:
Что такое пластиковая экструзия
Производственный процесс экструдера из ПВХ
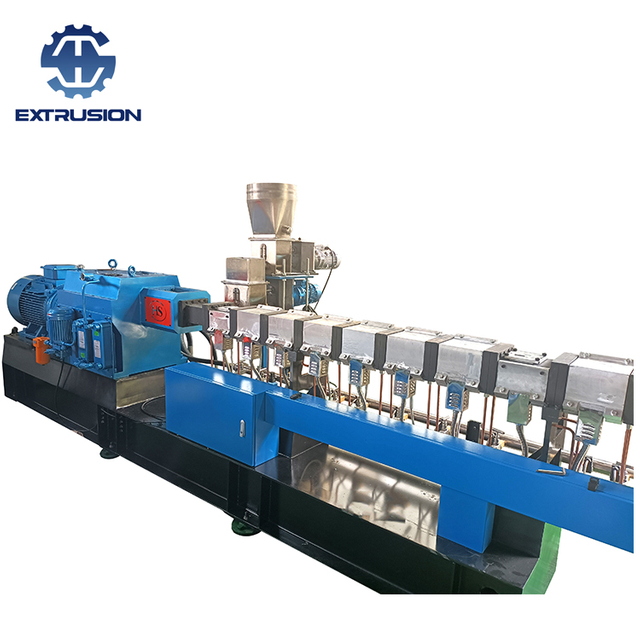
Когда полимерное соединение и добавки непрерывно проникают в экструдер через бункер в виде гранул, хлопьев, гранул или порошка, начинается процесс пластикового экструзии. Винт постепенно перемещает эти материалы вдоль ствола, в процессе, генерируя достаточно тепла, чтобы расплавлять пластиковое соединение. Внешний нагреватель помогает поддерживать необходимую температуру расплавленного пластика, когда он перемещается внутри ствола.
Когда расплавленный пластик выходит из ствола, он навязывается через форму, превращая его в желаемый контур. Охлаждающая часть помогает поддерживать контур, поскольку пластик затвердевает и затвердевает.
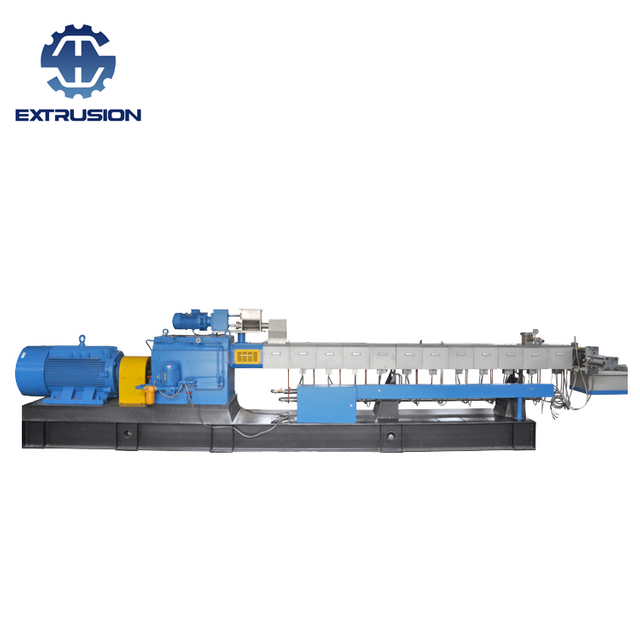
в Пластиковый процесс экструзии с двумя винтамиТермопластичное сырье или смола подается гравитация в цилиндре экструдера из ПВХ из бункера, установленного сверху. Дополнения, такие как цветовые и УФ -ингибиторы, будь то в жидкости или гранулированной форме, часто используются и могут быть введены в смолу, которая достигается ниже бункера. Этот процесс имеет много общего с литьем пластиковой инъекции, хотя разница в том, что процесс обычно непрерывный. Хотя литье под давлением может обеспечить много непрерывных длины аналогичных профилей, обычно с добавляемыми армирующими материалами, готовый продукт вытягивается из формы вместо того, чтобы вытягивать жидкую смолу через форму.
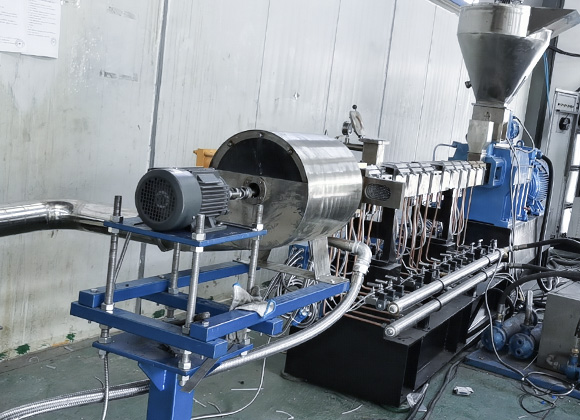
Когда материал попадает в вход вблизи задней части ствола, он контактирует с винтом. Вращающийся винт толкает пластиковую смолу вперед в цилиндр и нагревает его до требуемой температуры плавления в зависимости от смолы. В большинстве процессов нагрева, контролируемая тремя или более независимыми ПИД (пропорциональная интегральная изначальная контроллеры), используется для установки кривой нагрева для ствола, и зона нагрева постепенно поднимается от задней части смолы, входящей на фронт. Температура ствола. Это позволяет пластиковой смоле постепенно растопить, когда она проталкивается через ствол и снижает риск перегрева, который может вызвать деградацию полимеров.
В передней части ствола смола покидает винт и проходит через усиленный экран, чтобы удалить любые загрязняющие вещества. Разрушающая пластина обычно укрепляет экран, потому что давление в это время может превышать 5000 фунтов на квадратный дюйм (34 МПа).
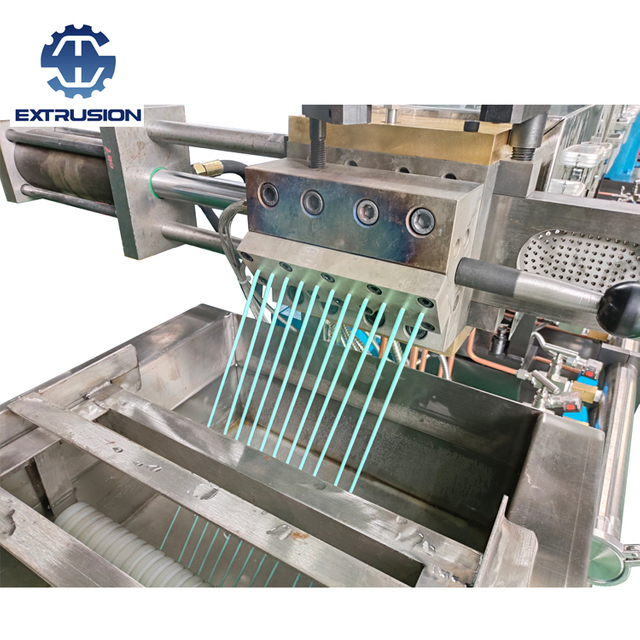
Смола попадает в форму экструдера из ПВХ после прохождения через дробюрующую пластину. Плесень представляет собой контур или форму конечного продукта, и ее конструкция должна равномерно расплавленный пластиковый поток из цилиндрического контура к форме контура продукта. На этом этапе неровный поток будет создавать нежелательные напряжения в определенных точках профиля. Эти стрессы могут вызвать борьбу во время охлаждения. Пока это непрерывный контур, можно создать практически любую мыслительную форму.
Теперь продукт должен быть охлажден, что обычно достигается путем вытягивания экструдата в водяной бане. Пластик - отличный теплоизоляционный материал, поэтому трудно быстро остыть. По сравнению со сталью скорость рассеяния тепла в пластике в 2000 раз медленнее. В линии экструзии трубы герметичная водяная баня использует тщательно контролируемый вакуум для предотвращения вновь образованной трубы или трубы, которая до сих пор находится в расплавленном состоянии. Набор охлаждающих рулонов обычно используется в процессе экструзии листа, чтобы охладить лист, когда он оставляет экструдер из ПВХ.
Иногда на той же производственной линии вторичная обработка может происходить до того, как продукт завершит свою работу. Во время процесса производства ленты второй экструдер из ПВХ растает клей и применяет его к пластиковому листу, а пластиковый лист еще горячий. После того, как продукт остынет, его можно свернуть или разрезать по длине для последующего использования.
Пластиковые экструдеры также широко используются для приготовления переработанных пластиковых отходов и/или сырья, которые затем промывают, отсортируют и/или смешивают в нити, подходящие для смешивания с смолы, обычно используемые в пластмассовой промышленности.
Итак, после прочтения этой статьи вы, вероятно, знаете, как продукты производятся Гранулы из ПВХ изготовления экструдеров.