Просмотры:1 Автор:Pедактор сайта Время публикации: 2023-09-18 Происхождение:Работает
Экструзионные машины в отечественной промышленности по производству пластмасс условно делятся на две категории: одношнековые экструдеры и двухшнековые экструдеры.Поскольку эти два типа оборудования имеют свои особенности, они широко используются в промышленности пластмасс.
Так в чем же преимущества этих двух экструдеров и каковы различия между ними?Как подобрать параметры шнека исходя из различного сырья?
1.Введение и применение одношнекового экструдера
(1) Знакомство с одношнековым экструдером
Как следует из названия, одношнековый экструдер имеет шнек внутри цилиндра.Обычно эффективная длина делится на три части, определяемые диаметром, шагом и глубиной винта, каждая из которых составляет одну треть общей эффективной длины.
Первая секция: начиная с последней нити выхода материала, она называется секцией транспортировки.Материал здесь требуется не пластифицировать, а предварительно нагреть и уплотнить под давлением.В прошлом старая теория экструзии считала, что материал здесь представляет собой рыхлое тело.Позже было доказано, что материал здесь на самом деле представлял собой твердую пробку, а это значит, что после сжатия он был твердым, как пробка.Поэтому, пока задача перевозки была выполнена, его функцией было ее завершение.
Второй раздел: называется разделом сжатия.Объем этой винтовой канавки постепенно уменьшается от большого к малому, а температура должна достичь степени пластификации материала.Здесь создается сжатие (из третьей секции конвейера, которая может быть сжата до единицы, что называется степенью сжатия шнека -3:1, а у некоторых машин также другие значения), и материал, завершающий пластификацию, поступает в третий раздел.
Третий раздел: Раздел измерений.Материал здесь поддерживает температуру пластификации, только точно и количественно подавая расплавленный материал, как дозирующий насос, к головке машины.В это время температура не может быть ниже температуры пластификации, обычно немного выше.
(2) Применение одношнекового экструдера
Одношнековые экструдеры в основном используются для экструзии труб, листов, плит и профилей, а также для гранулирования частично модифицированных материалов.
2.Внедрение и применение двухшнекового экструдера.
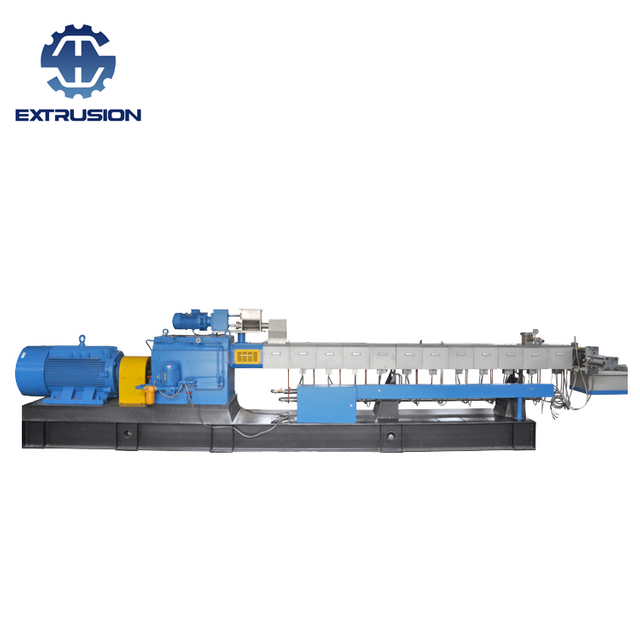
(1) Знакомство с двухшнековым экструдером
Двухшнековый экструдер включает в себя следующие несколько систем, причем шнековая система в основном завершает процесс пластификации и транспортировки материалов, что оказывает существенное влияние на производительность и качество готового продукта.
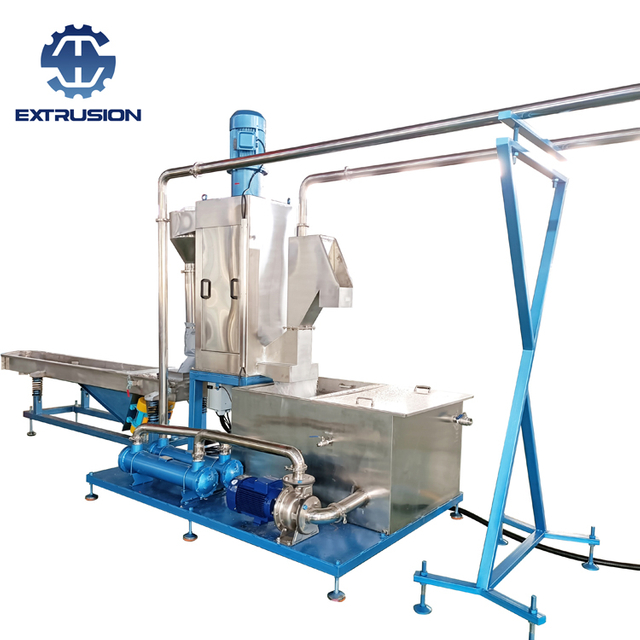
①Система подачи: включая бункер, двигатель смешивания и двигатель подачи.Это может предотвратить накопление материала и облегчить его плавную подачу в порт подачи.
②Внешняя система нагрева: в основном используются нагревательные стержни и цилиндры для эффективного нагрева материалов и ускорения пластификации.
③Система охлаждения: система теплообмена, состоящая из термомасла или воды, используется для снижения тепла тела, тем самым эффективно контролируя температуру цилиндра.
④Гидравлическая система смены сит: используйте сменные фильтрующие сетки для улавливания примесей, улучшения пластификации и обеспечения однородности и стабильности качества производимых материалов.
⑤Вакуумная система: извлекает из материала влагу и другие низкомолекулярные летучие вещества.
⑥Электрическая система управления: отвечает за мониторинг и управление соответствующим оборудованием основных и вспомогательных материальных систем.
⑦Шнековая система: наиболее важный компонент экструдера, который можно разделить на секцию транспортировки, секцию плавления (выпускное отверстие), секцию пластификации (вакуумное отверстие) и секцию разгрузки.
(2) Сегментация двухшнекового экструдера
Шнековая система параллельного двухшнекового экструдера обычно разделена на четыре секции: секцию транспортировки, секцию плавления (выпускное отверстие), секцию пластификации (вакуумное отверстие) и секцию разгрузки.
① Секция транспортировки: используется для транспортировки материалов и предотвращения обратного потока.
② Секция плавления: эта секция позволяет материалу полностью плавиться и смешиваться за счет теплопроводности и фрикционного сдвига.
③ Секция пластификации: дальнейшее расплавление и смешивание различных компонентов материала с функцией распределения и дисперсионного смешивания.
④ Секция разгрузки: транспортировка и нагнетание давления, создание определенного давления, чтобы сделать материал более плотным, и дальнейшее смешивание для достижения цели экструзионного гранулирования.
(3) Транспортирующий элемент
① Типы делятся на: большой и маленький.
② Влияние использования свинца: чем больше свинца, тем выше объем шнековой экструзии, короче время пребывания материала и слабее способность материала к смешиванию.
③ Обычный метод использования небольшого количества свинца заключается в постепенном уменьшении его количества в комбинации, используемой в секции транспортировки, секции плавления и секции пластификации для увеличения давления и улучшения плавления;Улучшите степень гомогенизации смеси и стабильность производительности транспортировки.
(4) Сдвиговой элемент
① Классификация направлений: существуют прямое и обратное направления.Позитивный, способствующий материальному потоку и выполнению своих функций;Обратное вращение, также известное как обратное вращение, оказывает рефлюксное воздействие на транспортировку материалов, продлевает время пребывания материалов, повышает пластифицирующую способность и улучшает эффект смешивания.
② Классификация углов: обычно делится на 30 °, 45 °, 60 ° и 90 °.
③ Функция и эффект: в положительном направлении увеличивается угол смещения, снижается пропускная способность, увеличивается время пребывания и улучшается степень пластификации.Что касается дисперсии, чем больше угол, тем очевиднее эффект;Дисперсионное смешивание обычно лучше всего происходит под углом 45°, затем под углом 30° и хуже всего при угле 60°.
④ Влияние количества головок: чем меньше количество головок в прямом направлении, тем больше производительность экструзии и транспортировки, тем больше крутящий момент и тем лучше эффект смешивания, но тем меньше эффект сдвига;В обратном порядке, чем меньше головок, тем меньше производительность экструзионной транспортировки и тем лучше эффект смешивания.
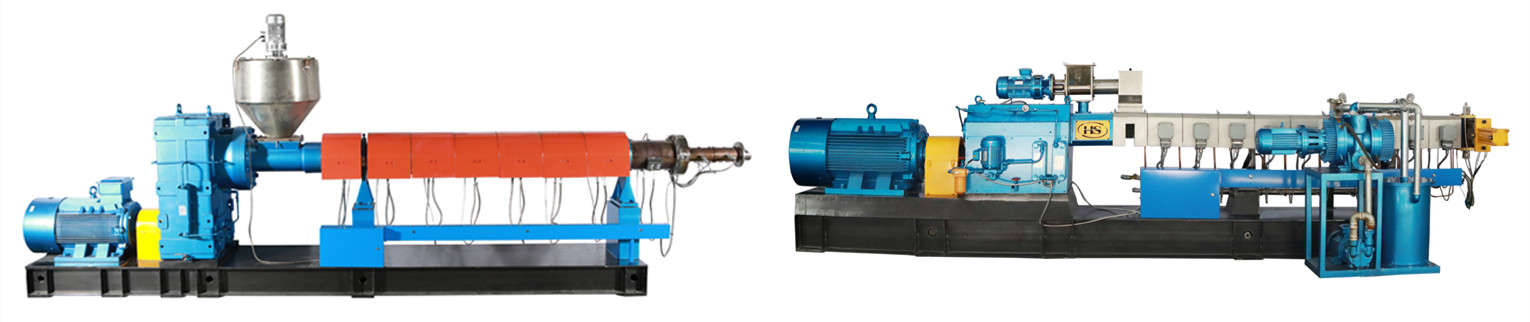
3. Разница между одношнековыми и двухшнековыми экструдерами
Давайте конкретно разберемся в различиях этих двух типов экструдеров с точки зрения цены, удобства эксплуатации, шнеков и других аспектов.
(1) Одношнековые экструдеры дешевле.
Одношнековый экструдер имеет простую конструкцию и низкую цену;Двухшнековая конструкция сложна и дорога.Двухшнековые экструдеры примерно в два раза дороже одношнековых.Некоторые могут быть выше, в зависимости от производителя и модели.
(2) Формула одного винта проста.
Для операций разница между ними не очень значительна.Однако процесс и формула одношнекового экструдера относительно просты, тогда как процесс и формула двухшнекового экструдера более сложны.
(3) Двойные винты можно свободно комбинировать с винтами.
Двойную резьбу можно свободно комбинировать в зависимости от материальной ситуации и настроения оператора.Одиночный винт относительно жесткий и не может комбинироваться с винтами.
(4) Двухшнековый имеет более высокую эффективность.
Двухшнековый экструдер имеет большую производительность, высокую скорость экструзии и низкое энергопотребление на единицу продукции, в то время как одношнековый экструдер уступает ему.Эффективность двухшнековых экструдеров почти вдвое выше, чем у одношнековых экструдеров.Это зависит от производителя и модели.
(5) Двухшнековое смешивание с сильной пластифицирующей способностью.
Проще говоря, один шнек подходит для пластической экструзии полимеров и экструзионной обработки гранулированных материалов, таких как формование, выдувание пленки, литье под давлением и т. д., с широким спектром используемых материалов;
Двухшнековый экструдер обладает превосходными возможностями смешивания и пластификации, что делает его более подходящим для модификации пластика.А двухшнековый экструдер может производить изделия двух цветов.
(6) Один винт для простоты обслуживания.
С точки зрения обслуживания одинарный винт проще, чем двойной, поскольку его конструкция относительно проста и легко ремонтируется.
(7) механизм транспортировки
Транспортировка одношнекового экструдера в основном зависит от силы трения, возникающей между материалом и цилиндром.Двухшнековый экструдер с встречным вращением представляет собой машину с прямой транспортировкой, которая проталкивает материал вперед.Кроме того, двухшнековый экструдер, вращающийся в противоположных направлениях, также оказывает сдвиговое воздействие на материал в месте пересечения двух шнеков.(Для двухшнековых экструдеров с встречным вращением)
(8) Поле скорости
Распределение скоростей в одношнековом экструдере относительно ясно и его легко описать, тогда как ситуация в двухшнековом экструдере, вращающемся в противоположных направлениях, довольно сложна и ее трудно описать.Это главным образом связано с тем, что шнек имеет зону зацепления, а сложный поток, возникающий в зоне зацепления, дает ему много преимуществ, таких как достаточное перемешивание, равномерная передача тепла, сильная способность к плавлению и хорошие характеристики выхлопа.Однако точно проанализировать состояние течения в зоне зацепления сложно.(Для двухшнековых экструдеров с встречным вращением)
(9) Примеры применения
Примеры применения двухшнековых экструдеров включают армирование стекловолокном, гранулирование, блокирующее топливо (например, PA6, PA66, ПЭТ, ПБТ, ПП, огнестойкий материал, армированный ПК, и т. д.), гранулирование материалов с высоким содержанием наполнителя (например, ПЭ, ПП, наполненных 75% CaCO3), гранулирование термочувствительного материала (например, ПВХ, кабельный материал из сшитого полиэтилена), густая цветная маточная смесь (например, наполненная 50% цветного порошка), антистатическая маточная смесь, сплав, окраска, грануляция смеси с низким наполнением, грануляция кабельного материала (например, материал оболочки, изоляционный материал), грануляция труб из сшитого полиэтилена (например, маточная смесь, используемая для сшивания в горячей воде), смешивание и экструзия термореактивных пластмасс (таких как фенольная смола, эпоксидная смола, порошковое покрытие), клей-расплав, реактивная экструзионная грануляция полиуретана. (например, термоплавкий клей EVA, полиуретан), смола K, грануляция для удаления летучих веществ SBS и т. д.
Примеры применения одношнекового экструдера: подходит для труб PP-R, газовых труб PE, труб из сшитого полиэтилена, композитных труб из алюминиевого пластика, труб из АБС, труб из ПВХ, труб с силиконовым сердечником из ПЭВП и различных соэкструдированных композитных труб;Подходит для экструзии ПВХ, ПЭТ, ПС, ПП, ПК и других профилей и плит, а также экструзии различных других пластмасс, таких как проволока и стержни;Регулировку скорости экструдера и изменение конструкции экструзионного шнека можно применить при производстве различных пластиковых профилей, таких как ПВХ и полиолефины.
Nanjing Haisi является профессиональным производителем гранулирующих экструдеров для окраски/окраски, производства маточных смесей, а также модификации и компаундирования пластика, переработки пластика.Инновационные машины созданы с учетом концепции долговечности, высокой эффективности и экономичного энергопотребления.