Просмотры:77 Автор:Pедактор сайта Время публикации: 2023-02-06 Происхождение:Работает
01. Пластиковый усадочный профиль
Степень усадки пластика относится к проценту разницы между размером пластмассовой детали при температуре формования и размером после того, как ее вынули из формы и охладили до комнатной температуры.Он отражает степень уменьшения размеров пластиковой детали после ее извлечения из формы и охлаждения. Факторы, влияющие на усадку пластика, включают виды пластика, условия формования, структуру пресс-формы и т. д. Различные пластики имеют разную степень усадки.Кроме того, скорость усадки пластика во многом зависит от формы пластиковой детали, сложности внутренней структуры и наличия вставок.
Факторы, влияющие на усадку пластика, следующие:
1. Влияние сырья
(1) Типы сырья
Различные виды пластикового сырья имеют разную степень усадки, подробности см. в Таблице 1.
Таблица 1. Усадка различного пластикового сырья.
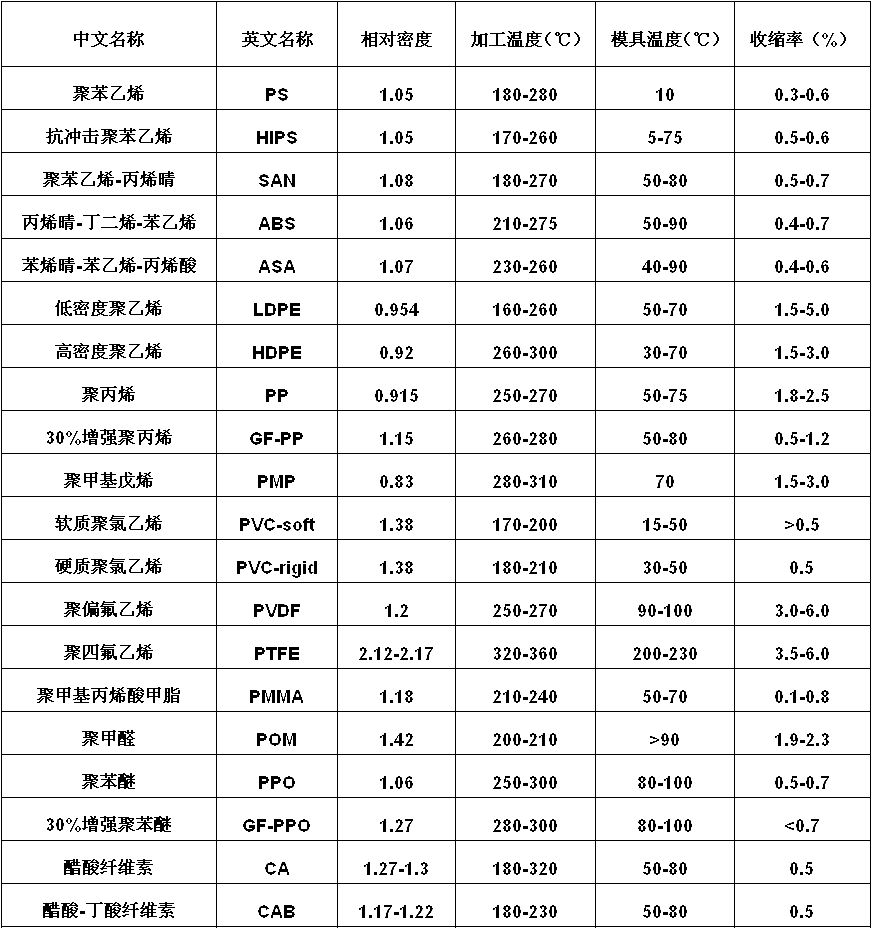
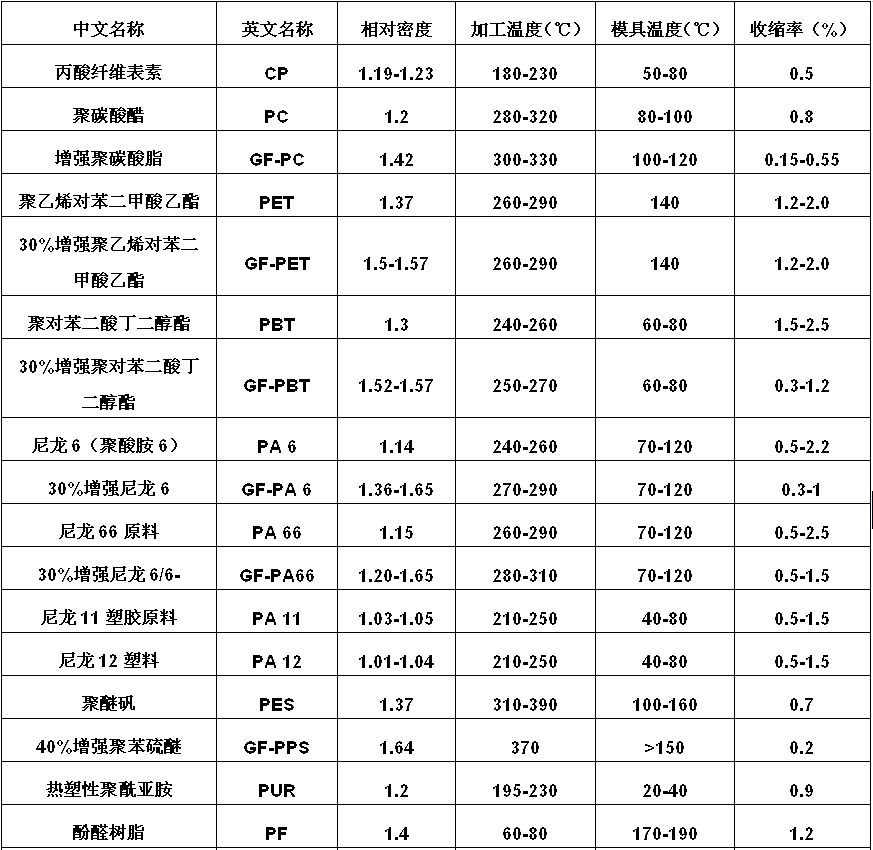
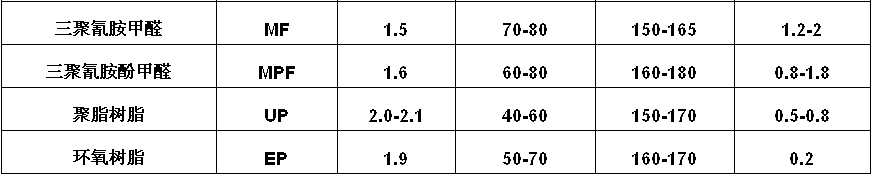
Из таблицы 1 видно, что наименьшая усадка ППС, армированного 40 %, для термопластов, наименьшая усадка эпоксидной смолы для термореактивных пластиков, а усадка обоих пластиков составляет 0,2 %.Фторопласты имеют наибольшую степень усадки, которая может достигать максимум около 6%;вторым по величине коэффициентом усадки является полиэтилен низкой плотности с максимальной степенью усадки 5%.
(2) Кристалличность сырья
Одно и то же сырье имеет разную кристалличность, и скорость его усадки разная.Чем меньше кристалличность, тем меньше скорость усадки.Среди множества влияющих факторов наибольшее влияние на усадку оказывает степень кристалличности смолы.
(3) Молекулярная масса сырья
Чем больше молекулярная масса одного и того же сырья, тем меньше его усадка.Смолы с одинаковой молекулярной массой обладают хорошей текучестью и низкой усадкой при формовании.
(4) Модификация сырья
После модификации смолы путем добавления других смол, эластомеров и наполнителей скорость ее усадки уменьшается в разной степени.
Скорость усадки смолы различна, что сильно влияет на точность формования ее изделий в процессе обработки расплава.Для обработки высокоточных пластмассовых изделий необходимо использовать смолы с малой усадкой.Взяв в качестве примера полипропиленовую смолу, ее скорость усадки составляет от 1,8% до 2,5%, и чем меньше молекулярная масса, тем больше скорость усадки.Из полипропилена трудно изготовить высокоточные изделия.По этой причине крупные компании в мире активно исследуют возможность снижения собственной скорости усадки смолы при условии обеспечения характеристик смолы.Например, компания Basel разработала полипропилен с низкой степенью усадки под названием Hifax CA207A с низкой степенью усадки всего 1%.
2. Влияние процесса формования на скорость усадки пластмассовых изделий.
(1) температура формования остается неизменной, давление впрыска увеличивается, а скорость усадки уменьшается;
(2) при увеличении давления скорость усадки уменьшается;
(3) температура расплава увеличивается, а скорость усадки уменьшается;
(4) Температура пресс-формы высока, а скорость усадки увеличивается;
(5) время выдержки под давлением велико, а скорость усадки снижается, но скорость усадки не изменяется после закрытия ворот;
(6) время охлаждения в форме велико, а скорость усадки снижается;
(7) скорость впрыска высокая, скорость усадки имеет тенденцию к небольшому увеличению, а воздействие небольшое;
(8) усадка при формовании большая, а последующая усадка мала;постусадка велика в первые два дня и стабилизируется примерно через неделю.
3. Влияние структуры на усадку продукта.
(1) Скорость усадки толстостенных пластиковых деталей больше, чем у тонкостенных пластиковых деталей;
(2) Скорость усадки пластиковых деталей со вставками меньше, чем без вставок;
(3) Скорость усадки пластиковых деталей сложной формы меньше, чем у простых форм;
(4) Скорость усадки размера в направлении длины пластиковой детали меньше, чем в направлении толщины;
(5) Скорость усадки внутреннего отверстия велика, а скорость усадки формы мала.
4. Влияние структуры пресс-формы на усадку пластмассовых изделий.
(1) Размер ворот большой, а скорость усадки снижена;
(2) Скорость усадки в направлении, перпендикулярном воротам, уменьшается, а скорость усадки в направлении, параллельном воротам, увеличивается;
(3) Скорость усадки вдали от ворот меньше, чем у ворот;
(4) Скорость усадки пластиковой детали с ограничениями формы мала, а скорость усадки пластиковой детали без ограничений велика.
02. Способ модификации для уменьшения пластической усадки
Безусловно, наиболее эффективным способом уменьшения усадки пластмасс являются различные технологии модификации, подробно описанные ниже.
1. Различные виды волокнистого наполнителя
Волокна включают различные типы неорганических волокон и органических волокон.Взяв в качестве примера стекловолокно, при добавлении различного содержания стекловолокна в полипропиленовую смолу скорость усадки показана в таблице 2.
Таблица 2 Скорость усадки полипропилена, армированного стекловолокном, с различным содержанием

Пластики, армированные длинным стекловолокном, разработанные в последние годы, имеют определенные преимущества в скорости усадки, а их скорости продольной и поперечной усадки малы и постоянны.
2. Наполнение неорганическим наполнителем
Неорганическое сырье, такое как порошок талька, карбонат кальция, сульфат бария, порошок слюды, волластонит и монтмориллонит и т. д. Различные типы наполнителей, свойства, размер частиц и степень обработки поверхности влияют на влияние модификации на усадку смолы.
(1) Форма наполнитель
Различные типы неорганических наполнителей имеют разную форму и по-разному влияют на усадку.Конкретный порядок удара: чешуйка > игла > частица > сфера.Например, чешуйчатый монтмориллонит и слюда позволяют значительно уменьшить усадку композитных материалов.
Например, влияние добавления одинакового содержания различных наполнителей на усадку ПП в ПП показано в таблице 3.
Таблица 3 Влияние различных наполнителей на усадку полипропилена

В другом примере к ПП (HHP10) добавляют 20 % наполнителей различной формы, а степень усадки композитного материала показана в таблице 4.
Таблица 4. Усадка различных форм композитного наполнителя из полипропилена (20% наполнителя + 8% полиэфира)

(2) Размер частиц наполнителя
Различные размеры частиц одного и того же наполнителя по-разному влияют на скорость усадки, и чем меньше размер частиц, тем больше влияние на скорость усадки.Взяв в качестве примера полипропилен, наполненный тальком (20 % талька + 8 % POE), влияние различных размеров частиц талька на усадку показано в таблице 5.
Таблица 5 Влияние талька с разным размером частиц на усадку полипропиленовых композитов

(3) Лечение наполнитель
Независимо от того, обработана ли поверхность одного и того же наполнителя, когда он смешивается со смолой, по-разному влияет на скорость усадки.Наполнители с обработкой поверхности более эффективно снижают усадку.Например, взяв в качестве примера АБС-пластик, наполненный 10% талька, конкретные эффекты показаны в таблице 6.
Таблица 6 Влияние обработки поверхности на усадку композитов тальк/АБС

(4) Количество наполнителя
Различные добавки одного и того же наполнителя по-разному влияют на усадку.Чем больше добавка, тем больше уменьшение усадки.Взяв в качестве примера полипропиленовый наполнитель, влияние различных количеств наполнителя талька на усадку показано в таблице 7.
Таблица 7 Влияние различного содержания порошка талька 1250 меш на скорость усадки полипропиленовых композитов

3. Уменьшить модификацию кристаллизации
(1) Добавьте средство, уменьшающее кристаллизацию
Обычно используемые добавки, уменьшающие кристаллизацию, представляют собой низкомолекулярные соединения, которые нарушают регулярность макромолекул и препятствуют движению макромолекул в расплавленном состоянии после добавления, тем самым достигая цели уменьшения кристаллизации.Например, органический реагент для декристаллизации А, представленный на рынке, имеет вид желто-белого порошка и имеет температуру плавления около 60°С.°C. Добавьте от 0,5% до 1% к ПП.Другим примером является неорганический реагент для декристаллизации B, доступный на рынке.Внешний вид представляет собой белый порошок, значение pH равно 8, а белизна составляет 95%.Добавьте от 0,5% до 1% к полипропилену.
(2) Добавьте другие смолы
Если небольшое количество ПЭНП и ПЭВП смешивается с полипропиленом, кристаллизация во время обработки полипропилена может быть нарушена, а также могут быть добавлены некристаллические смолы, такие как полистирол, АБС, ПММА, ПК и т. д.
Конкретным примером является добавление других смол в смолу UP, что может значительно уменьшить усадку продукта:
Первое поколение: добавлены PS и PE, а степень усадки снижена до 0,2–0,4%.
Второе поколение: добавлен ПММА, а степень усадки снижена до 0,05%.
Третье поколение: добавлен ПВА, а степень усадки снижена до 0,03%.
Взяв в качестве примера добавление полиэтиленовой смолы в полипропилен, влияние различного содержания полиэтилена на усадку полипропилена показано в таблице 8.
Таблица 8 Влияние различного содержания ПЭ на усадку ПП

Из Таблицы 8 видно, что влияние добавления других смол на усадку намного меньше, чем влияние волокнистого наполнителя и неорганического наполнителя.
4. Смешивание эластомеров
Эластомеры, которые могут быть добавлены, включают POE, EPDM, SBS и т. д. Все виды эластомеров имеют одинаковое влияние на пластическую усадку, подробности см. в Таблице 9.
Таблица 9 Влияние различного содержания эластомера на усадку полипропилена

Из таблицы 9 видно, что при содержании эластомера менее 5% влияние различных эластомеров на усадку полипропилена в основном одинаково.Только после содержания эластомера более 5 % степень влияния различных разновидностей эластомеров расходится, и порядок воздействия на усадку – ПОЭ>СКЭПТ>СБС, что согласуется с упрочняющим действием эластомеров на ПП.
В ПП неорганический наполнитель смешивается с эластомером, и скорость усадки снижается лучше.При содержании талька 20 % влияние различного содержания ПОЭ на усадку ПП показано в таблице 10.
Таблица 10 Влияние различного содержания ПОЭ на усадку ПП, наполненного 20% талька

5. Химическая модификация трансплантата
После прививки полипропилена кристалличность может быть снижена, чтобы достичь цели уменьшения усадки.
Nanjing Haisi Extrusion поставляет двухшнековый экструдер для компаундирования и модификации пластмасс.
Любой интерес, пожалуйста, не стесняйтесь обращаться к нам!