Просмотры:0 Автор:Pедактор сайта Время публикации: 2024-11-18 Происхождение:Работает

01 Механический принцип
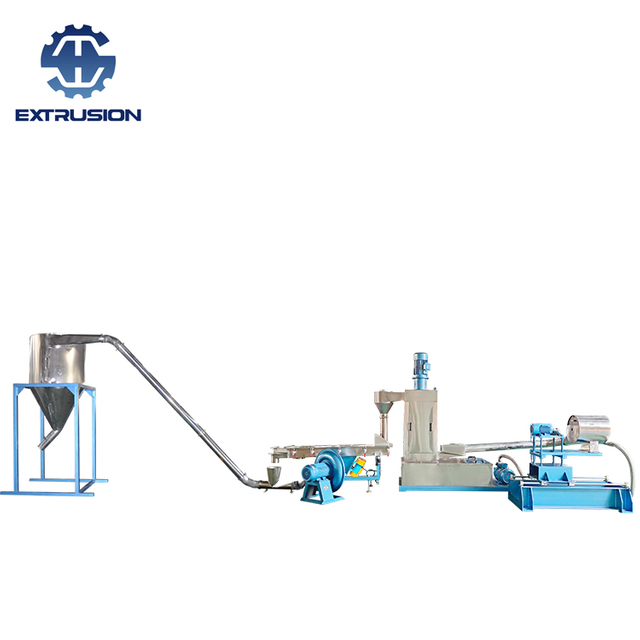
Основной механизм экструзии прост: шнек вращается в цилиндре и толкает пластик вперед. Винт на самом деле представляет собой наклонную плоскость или наклонную поверхность, охватывающую центральный слой. Его цель – увеличить давление, чтобы преодолеть большее сопротивление.
Для экструдера необходимо преодолеть три вида сопротивления: трение твердых частиц (корма) о стенку цилиндра и взаимное трение между ними во время первых нескольких оборотов шнека (зона подачи); прилипание расплава к стенке ствола; и внутреннее логистическое сопротивление расплава, когда он продвигается вперед.
Ньютон объяснил, что если объект движется не в заданном направлении, то силы, действующие на объект, уравновешиваются в этом направлении. Винт не перемещается в осевом направлении, хотя вблизи окружности он может быстро вращаться вбок. Таким образом, осевые силы, действующие на винт, уравновешены, и если он прилагает к расплаву пластика большую тягу вперед, он также применяет к чему-то равную тягу назад. В этом случае тяга оказывается на подшипнике за портом подачи – упорном подшипнике.
Большинство одиночных винтов имеют правую резьбу, как винты и болты, используемые в деревообработке и машиностроении. Если вы посмотрите на них сзади, они вращаются в противоположных направлениях, потому что пытаются вывернуться из ствола. В некоторых двухшнековых экструдерах два шнека вращаются в двух цилиндрах в противоположных направлениях и пересекают друг друга, поэтому один должен быть правым, а другой — левым. В других спаренных винтах с блокировкой два винта вращаются в одном направлении и должны иметь одинаковую ориентацию. Однако в любом случае существуют упорные подшипники, поглощающие обратную силу, и принцип Ньютона по-прежнему применим.
02 Принцип нагрева
Экструдируемые пластики — это термопласты: они плавятся при нагревании и снова затвердевают при охлаждении. Откуда берется тепло для расплавленного пластика? Предварительный нагрев подачи и нагреватели цилиндра/матрицы могут сыграть свою роль и очень важны при запуске, но энергия, потребляемая двигателем (тепло от трения, вырабатываемое в цилиндре, когда двигатель вращает шнек, преодолевая сопротивление вязкого расплава), является наиболее важным источником тепла для все пластмассы, за исключением небольших систем, низкоскоростных шнеков, пластмасс с высокой температурой плавления и нанесения покрытий методом экструзии.
Для всех других операций важно, чтобы нагреватели бочек не были основным источником тепла в процессе и, следовательно, оказывали меньшее влияние на экструзию, чем можно было бы ожидать. Температура после ствола по-прежнему может иметь важное значение, поскольку она влияет на зацепление или скорость переноса твердых частиц в сырье. Температура штампов и пресс-форм обычно должна быть равна или близка к желаемой температуре плавления, если только они не используются для определенных целей, таких как глазурование, распределение жидкости или контроль давления.
03 Принцип замедления
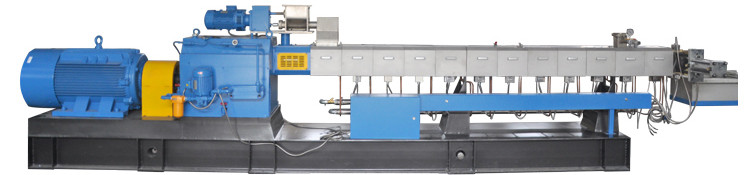
В большинстве экструдеров скорость шнека варьируется путем регулировки скорости двигателя. Двигатель обычно работает на полной скорости около 1750 об/мин, но это слишком быстро для шнека экструдера. Если он работает так быстро, выделяется слишком много тепла от трения, а время пребывания пластика слишком короткое для получения однородного, хорошо перемешанного расплава. Типичные коэффициенты уменьшения составляют от 10:1 до 20:1. На первой ступени могут использоваться либо шестерни, либо шкивы, но на второй ступени используются шестерни, а винт расположен в центре последней большой шестерни.
В некоторых медленно вращающихся машинах (например, двухшнековых машинах для ПВХ) может быть три ступени понижения, а максимальная скорость может составлять всего 30 об/мин или меньше (соотношение 60:1). С другой стороны, некоторые очень длинные сдвоенные шнеки, используемые для смешивания, могут работать со скоростью 600 об/мин или выше, что требует очень низкой степени редукции и значительного глубокого охлаждения.
Иногда передаточное число не соответствует задаче правильно – будет слишком много энергии, которую невозможно будет использовать – и можно добавить комплект шкивов между двигателем и первой ступенью понижения, который изменяет максимальную скорость. Это либо увеличит скорость винта сверх предыдущего предела, либо уменьшит максимальную скорость, чтобы позволить системе работать с большей процентной долей максимальной скорости. Это увеличит доступную энергию, уменьшит силу тока и позволит избежать проблем с двигателем. В обоих случаях производительность может быть увеличена в зависимости от материала и его потребностей в охлаждении.
04 Подача действует как охлаждающая жидкость
Экструзия — это передача энергии от двигателя, а иногда и от нагревателя, к холодному пластику, тем самым превращая его из твердого состояния в расплав. Поступающая подача холоднее поверхностей ствола и шнека в зоне подачи. Однако поверхность ствола в зоне подачи почти всегда находится выше предела плавления пластика. Он охлаждается при контакте с частицами сырья, но тепло сохраняется за счет тепла, передаваемого назад от горячего фронта, и за счет контролируемого нагрева. Даже если переднее тепло удерживается за счет вязкого трения и не требуется подвод тепла ствола, может потребоваться дополнительный нагреватель. Самым важным исключением является рифленый подающий цилиндр, который почти исключительно используется для полиэтилена высокой плотности.
Поверхность хвостовика шнека также охлаждается подаваемым материалом и изолируется от стенки ствола пластиковыми частицами подаваемого материала (и воздухом между частицами). Если винт внезапно останавливается, подача прекращается, и поверхность винта в зоне подачи становится более горячей, поскольку тепло перемещается от более горячего переднего конца к задней части. Это может привести к слипанию частиц или образованию мостиков у корня.
05 В зоне подачи прилипает к стволу и надвигается на шнек
Чтобы максимизировать доставку твердых частиц в гладкую зону подачи цилиндра одношнекового экструдера, частицы должны прилипать к цилиндру и скользить по шнеку. Если частицы прилипнут к основанию винта, ничто не сможет их потянуть вниз; объем канала и количество поступающего твердого вещества уменьшаются. Другая причина плохой адгезии у корня заключается в том, что пластик может нагреваться здесь и образовывать гель и подобные частицы загрязнений, или он может периодически прилипать и отрываться при изменении скорости вывода.
Большинство пластиков естественным образом скользят по корням, потому что при попадании они холодные, а трение еще не нагрело корни так сильно, как стенки ствола. Некоторые материалы прилипают с большей вероятностью, чем другие: высокопластифицированный ПВХ, аморфный ПЭТ и некоторые сополимеры полиолефина, адгезионные свойства которых желательны в некоторых конечных целях.
Что касается ствола, то здесь необходимо, чтобы пластик приклеился, чтобы его можно было соскоблить и протолкнуть вперед лопастями шнека. Между пулями и стволом должен быть высокий коэффициент трения, на который, в свою очередь, сильно влияет температура задней части ствола. Если гранулы не прилипают, они просто поворачиваются на месте и не двигаются вперед – поэтому плавная подача не хороша.
Поверхностное трение – не единственный фактор, влияющий на подачу. Многие частицы никогда не касаются цилиндра или основания винта, поэтому внутри частицы должно существовать трение, механическая связь и связь вязкости.
Нарезной ствол – это особый случай. Нарезы находятся в зоне подачи, которая термически изолирована от остальной части ствола и сильно охлаждается водой. Нити проталкивают гранулы в канавки и создают очень высокое давление на относительно небольшом расстоянии. Это увеличивает припуск на прикус при более низких скоростях шнека при той же производительности, что приводит к меньшему выделению тепла от трения спереди и более низким температурам расплава. Это может означать более быстрое производство на линиях по производству пленки с раздувом, ограниченных охлаждением. Канавки особенно подходят для полиэтилена высокой плотности, который является наиболее скользким из обычных пластиков, за исключением перфторированных пластиков.
06 Материалы стоят дороже всего
В некоторых случаях затраты на материалы могут составлять 80% производственных затрат — больше, чем все остальные факторы вместе взятые, — за исключением нескольких продуктов, качество и упаковка которых особенно важны, таких как медицинские трубки. Этот принцип, естественно, приводит к двум выводам: переработчики должны как можно больше повторно использовать лом и отходы для замены сырья и как можно более строго соблюдать допуски, чтобы избежать отклонений от целевой толщины и проблем с продуктом.
07 Затраты на электроэнергию относительно неважны
Несмотря на привлекательность завода и реальные проблемы с ростом затрат на электроэнергию, энергия, необходимая для работы экструдера, по-прежнему составляет небольшую часть общих производственных затрат. Это всегда так, потому что стоимость материала очень высока, экструдер является эффективной системой, и если приложить слишком много энергии, пластик быстро станет слишком горячим для правильной обработки.
08 Важное значение имеет давление на конце винта
Это давление отражает сопротивление всего, что находится после шнека: сетчатого фильтра и пластины прерывателя загрязнений, подающей трубки адаптера, неподвижной мешалки (если таковая имеется) и самой матрицы. Это зависит не только от геометрии этих компонентов, но и от температуры в системе, которая, в свою очередь, влияет на вязкость смолы и производительность. Это не зависит от конструкции шнека, за исключением случаев, когда она влияет на температуру, вязкость и производительность. Измерение температуры важно из соображений безопасности: если она слишком высока, головка и форма могут взорваться и нанести травмы находящемуся рядом персоналу или оборудованию.
Давление полезно для смешивания, особенно в конечной зоне (зоне дозирования) одношнековой системы. Однако высокое давление также означает большую выходную мощность двигателя и, следовательно, более высокую температуру плавления, что может определять предел давления. В двухшнековом экструдере два взаимодействующих шнека являются более эффективной мешалкой, поэтому для этой цели не требуется давление.
При изготовлении полых деталей, таких как трубы, с использованием крестовидных форм с кронштейнами для удержания сердечника на месте, внутри формы должно создаваться очень высокое давление, чтобы помочь разделенным потокам воссоединиться. В противном случае изделие вдоль линии сварки может оказаться непрочным и вызвать проблемы во время использования.
09 Выход = смещение последней резьбы +/- расход давления и утечка
Смещение последнего витка называется положительным потоком и зависит только от геометрии шнека, скорости вращения шнека и плотности расплава. Он регулируется потоком давления и фактически включает в себя эффект сопротивления (представленный максимальным давлением), который снижает производительность, и эффект любого перекуса в корме, который увеличивает производительность. Утечка на рейсе может быть в любом направлении.
Также полезно рассчитать производительность на оборот в минуту (обороты), поскольку это указывает на любое снижение производительности шнека с течением времени. Другой связанный расчет — это мощность на используемую лошадиную силу или киловатт. Это указывает на эффективность и позволяет оценить производственную мощность данного двигателя и привода.
10 Скорость сдвига играет важную роль в вязкости.
Все распространенные пластики обладают свойством уменьшения сдвига, а это означает, что вязкость уменьшается по мере того, как пластик движется все быстрее и быстрее. Некоторые пластмассы проявляют этот эффект сильнее. Например, некоторые ПВХ увеличивают скорость потока в 10 и более раз при удвоении тяги. Напротив, LLDPE не сильно сдвигается, увеличивая скорость потока всего в 3–4 раза при удвоении тяги. Снижение уменьшения сдвига означает более высокую вязкость в условиях экструзии, что, в свою очередь, означает, что требуется большая мощность двигателя.
Это объясняет, почему LLDPE нагревается сильнее, чем LDPE. Поток выражается как скорость сдвига, которая составляет около 100 с-1 в шнековом канале, от 100 до 100 с-1 в большинстве матриц и более 100 с-1 в зазоре между стенками и некоторыми небольшими зазорами матриц. Коэффициент плавления является общепринятой мерой вязкости, но имеет инвертированный характер (т.е. расход/тяга вместо тяги/расхода). К сожалению, оно измеряется при скоростях сдвига 10 с-1 или меньше и может не соответствовать действительности в экструдерах с очень высокими скоростями течения расплава.
11 Двигатель и цилиндр расположены напротив друг друга.
Почему управление стволом не всегда работает так, как положено, особенно в зоне измерений? Если ствол нагреть, слой материала на стенке ствола становится менее вязким, и мотору требуется меньше энергии для работы в этом более гладком стволе. Ток двигателя (ампера) падает. И наоборот, если ствол охлаждается, вязкость расплава у стенки ствола увеличивается, двигатель должен вращаться сильнее, сила тока увеличивается, и часть тепла, отводимого через ствол, возвращается двигателем. В целом, кондиционеры для стволов действительно оказывают влияние на плавление, чего мы и ожидаем, но нигде эффект не так велик, как в зависимости от региона. Лучше всего измерить температуру плавления, чтобы действительно понять, что происходит.
Правило 11 не распространяется на матрицу и форму, поскольку там нет вращения винта. Поэтому внешние изменения температуры там более эффективны. Однако эти изменения происходят изнутри наружу и, следовательно, не являются равномерными, если их не перемешивать в стационарной мешалке, которая является эффективным инструментом для изменения температуры расплава, а также для перемешивания.
Компания NANJING HAISI является профессиональным производителем линий экструзии пластика. Мы поставляем двухшнековые экструдеры, одношнековые экструдеры, экструдеры для переработки пластмасс, двухступенчатые экструдеры, лабораторные экструдеры, машины для смешивания и подачи, машины для охлаждения и гранулирования, дробильные машины и так далее.