Просмотры:2 Автор:Pедактор сайта Время публикации: 2025-05-08 Происхождение:Работает

01. Внешние примеси
★ Проверьте, являются ли мертвые уголки оборудования в процессах смешивания и кормления должным образом очищены и не имеют иностранных частиц.
★ Минимизируйте использование переработанных измельченных материалов или вручную предварительно экрана их для удаления примесей.
★ Увеличьте размер сетки и количество экранов фильтров.
★ Потенциал потенциальных отверстий, где могут попасть иностранные материалы (с твердыми крышками или сетчатыми крышками).
02. Внутренние примеси
Тяжелая карбонизация, вызванная плохой обработкой или оборудованием, может привести к карбонизированным частицам, которые переносятся в нити, которые при силе тяги приводят к поломке.
03. Плохой пластизация материала
★ Низкая температура экструзии или недостаточное сдвиг винта приводят к неполной пластификации, образуя комки, которые вызывают разрыв плоти при силе тяги.
★ Присадки с низкой точностью (например, EBS или домашние животные) в составе могут вызвать плохую пластификацию, если сдвиг винта слабый или если между винтом и стволом существует чрезмерный зазор, что приводит к поломке.
04. Вариации или несоответствия в свойствах сырья
★ Смешанные компоненты могут иметь большие различия в потоке при той же температуре. Если материалы не являются полностью совместимыми (физически или химически), это может привести к разделению фазы '. Хотя фазовое разделение чаще встречается в литье в инъекции, если разница MFR (расходной расход) слишком велика, а сдвиг винта может слабым, может возникнуть нарушение цепи.
★ Изменения в вязкости компонентов: для того же материала снижение MFR может указывать на увеличение молекулярной массы, что приводит к более высокой вязкости. Если исходная температура и условия обработки остаются неизменными, это может привести к плохой пластификации и поломке пряди. Повышение температуры экструзии или восстановительная скорость винта может разрешить это.
05. Плохое вентиляция
★ Чрезмерная высокая температура обработки, локализованное перегрев или сильный сдвиг может вызвать разложение огнестойкостей или добавок, высвобождая газы, которые не удаляются во времени вакуумными системами, что приводит к захвату воздуха в нити и поломки при силе тяги.
★ Серьезная влага в материалах заставляет пар, если он не удален, с помощью естественной или вакуумной вентиляции, что приводит к разрыву прядей.
★ Неэффективное естественное или вакуумное вентиляция (например, засорение, утечка, прокладки слишком толстые) также могут привести к захвату газа или пара, вызывая поломку под напряжением.
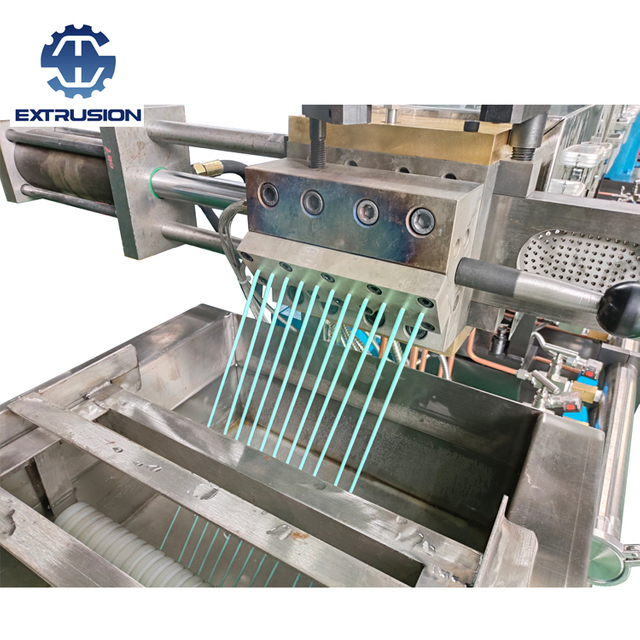
06. Высокая жесткость материала, переохлаждение или плохая координация тяги
Высоко жесткие материалы, чрезмерное охлаждение или слишком много контактов с водой могут привести к быстрому вытеснению прядей после выхода из кубика. Если силу тяги не очень хорошо сопоставлены, эта внезапная жесткость может привести к разрыву прядей. Это часто встречается в материалах с высокой скоростью кристаллизации или жесткостью, такими как PBT, армированная стекловолоком, PBT, PET, ПК, AS или ABS. Это особенно проблематично во время мелких лабораторных экспериментов. Чтобы разрешить его, поднимите температуру воды и уменьшите воздействие воды, чтобы сохранить нити достаточно мягкие, прежде чем войти в пеллетизатор.
Nanjing Haisi является профессиональным производителем пластикового экструдера, мы поставляем линию двухквартирной экструзии, линию экструзии с одним винтом, линией экструзии пластиковой рециркуляции, двухэтапной линии экструзии, лабораторной линии экструзии, смешивании и кормлении, охлаждающей и шаймальной машиной, дроблентной машиной и т. Д.